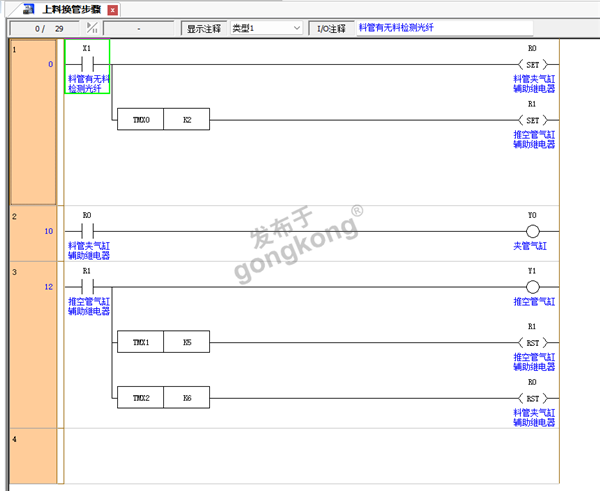
纯萌新,求助一个程序复位问题 点击:892 | 回复:16






楼主最近还看过









热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
