振动时效工艺在水电钢闸门中的应用 点击:33 | 回复:0

水电钢闸门在焊接制造过程中,焊接点处会产生较高的温度,这些结构点会因为温度变化引起材料发生物理变化,产生残余应力,从而促使其结构发生不稳定的变化。常用的残余应力消除方法有热时效、振动时效、超声波时效,因水工钢钢结构闸门制造外形尺寸较大,需采用振动时效工艺消除应力。本文主要是研究分析振动时效工艺在水电钢闸门制造中的应用,从工程实践中总结一套切实可行的方法。
水电钢闸门及采用设备介绍
某公司承制泄洪系统闸门设备,该系统由五个表孔和一个底孔组成,总工程量约2000吨。闸门设备主要分为门叶、支臂和支铰三大部分,最大单元重量约为30吨,最大板厚达55mm。焊接要求高、焊接变形大,主要技术偏差在0.5-1.0mm之内,需要对弧面进行机械加工,并需采取有效措施消除焊接应力。
设备采用聚航科技生产的JH-700A智能频谱交流振动时效设备,采用高速变频伺服电机,激振力大,消除率高。一键式操作,智能控制,功能齐全。
振动时效工作原理
振动时效工艺就是通过振动,使工件内部残余的内应力和附加的振动应力的矢量和达到超过材料屈服强度的时候,使材料发生微量的塑性变形,从而使材料内部的内应力得以松弛和减轻。
通过振动时效消除残余应力可以有效地加强工件的结构强度,增加工件在使用过程中的稳定性和尺寸精度,使工件更好地满足工作所需的精度要求。与传统的热处理时效释放残余应力相比,振动时效的消除率更高、更环保、节能、省时、节约成本。
振动时效工艺应用
振动时效工艺参数的选择
表孔弧门门叶分6节,长度为13.48米,高度约为1.68米,最宽约为3.4米,属于梁型件,单节重量在10-28吨之间。
支臂分4个单元件制造,长度约为13.4米,高度1.3米,宽度1.0米,属于梁型件,单节重量约25吨。
根据门叶及支臂结构的特点,及多次反复试振,确定了如下工艺参数:
支撑方式:底部四点支撑,支撑件为枕木
激振点:激振器安装在门叶面板和支臂翼板上,用卡具卡紧。
施振位置:门叶在支撑点之间,焊接应力较为集中及后续使用时载荷集中部位:支臂在端部处。
激振频率:例如:第2节发生振动时效时产生了一个共振峰,在3100转/分,通过加速度幅值来操控。
处理时间:20-30分钟。
振动时效工艺曲线分析
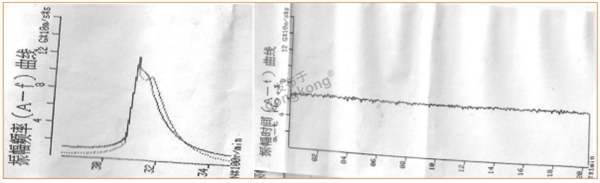
图1 门叶和支臂振动时效处理曲线
从门叶、支臂处理时获得的曲线可看出:
振幅时间A-t,曲线上升后变平;振幅频率A-f,曲线峰值振后的比振前的高、峰值点振后的比振前的向左偏移、带宽振后的比振前的窄、共振峰有产生裂变。表示应力消除的较为明显。
总结
采用振动时效工艺消除水电钢闸门残余应力,并对振动前后尺寸进行检测,发现其各项尺寸并没有发生变化,相对稳定。结果表明,振动时效工艺可用于水电闸门的残余应力消除,且振动时效工艺可有效的提升工件稳定性、尺寸精度。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
