球磨机轴头残余应力测量与消除 点击:21 | 回复:0

球磨机轴头是建陶大型旋转粉碎机械的关键部件,它起着支承和旋转球磨机滚筒机体的重要作用。实心轴头直径350mm,周围焊接加强环直径590mm厚度200mm,轴头和加强环焊接在球磨机圆滚筒上。由于在焊接处产生不均的温度场,使温度应力和相变应力分布不均匀将导致焊缝处产生较大的塑性变形,从而产生焊接残余应力。残余应力的存在会影响轴头的强度疲劳寿命,产生结构变形,焊接件易发生脆性破坏。因此,球磨机轴头残余应力测量和消除就变得尤为重要。
盲孔法测残余应力原理
本次试验采用盲孔法测量球磨机轴头焊接残余应力,盲孔法测量残余应力就是在被测点上钻一个小孔,使被测点的应力得到部分的释放,测出的钻孔前后相应的应变差,根据应力、应变关系式及无应力材料的标定值,在根据弹性力学理论计算出残余应力,钻孔的直径深度都不大,不会影响被测构件的正常使用,并且这种方法具有较好的精度,因此,它已成为应用比较广泛的方法。
振动时效工艺原理
本次试验采用振动时效工艺消除球磨机轴头焊接残余应力,其工作原理是通过振动,使工件内部残余的内应力和附加的振动应力的矢量和达到超过材料屈服强度的时候,使材料发生微量的塑性变形,从而使材料内部的内应力得以松弛和减轻。因其环保、节能、省时成为常用的消除应力方法。
试验过程
测量仪器采用JHMK多通道残余应力测量系统,由JHYC静态应变仪和JHZK钻孔装置组成。接线方案采用半桥补偿块补偿方法,在轴机头焊缝附近同一圆周上对称粘贴A、C、E、G4个直角应变花。加强环焊缝附近同一圆周上也对称粘贴B、D、F、H4个直角应变花,应变花粘贴位置如图1,盲孔的位置在8个应变花附近,a=7.5,深度h=16mm。振动时效设备采用JH-600A液晶交流振动时效设备,振动时效处理时球磨机轴头下面垫有四个橡胶垫,如图1。
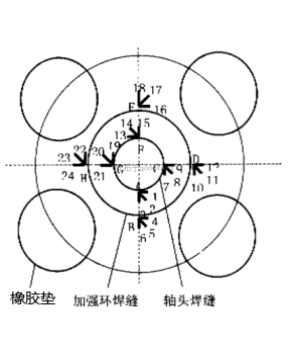
图1球磨机轴头应变花布置图
测试结果
振动时效前测得结果和用振动时效设备对轴头进行时效后的结果见表1和表2。
表1振动前后的试验结果
测点 | 振前 | 振后 | 平均应力降低率(%) | ||||||
με | MPa | με | MPa | ||||||
A | ε1 | -250 | σ1 | -300 | ε1 | -205 | σ1 | -275 | 8 |
ε2 | -55 | σ2 | -90 | ε2 | -85 | σ2 | -85 | ||
ε3 | +55 | σm | +195 | ε3 | 0 | σm | +180 | ||
B | ε4 | -75 | σ1 | -476 | ε14 | -315 | σ1 | +10 | 100 |
ε5 | -5 | σ2 | -213 | ε25 | +10 | σ2 | -10 | ||
ε6 | -265 | σm | +340 | ε36 | 0 | σm | 0 | ||
C | ε7 | +195 | σ1 | +408 | ε7 | -190 | σ1 | -244 | 25 |
ε8 | -130 | σ2 | +62 | ε8 | -75 | σ2 | -106 | ||
ε9 | +40 | σm | +234 | ε9 | +15 | σm | +175 | ||
D | ε10 | -210 | σ1 | -248 | ε10 | -105 | σ1 | -158 | 26 |
ε11 | -60 | σ2 | -73 | ε11 | -98 | σ2 | -78 | ||
ε12 | +50 | σm | +161 | ε12 | -13 | σm | +11 | ||
E | ε13 | -265 | σ1 | -339 | ε13 | -70 | σ1 | -110 | 60 |
ε14 | -90 | σ2 | -142 | ε14 | -50 | σ2 | -80 | ||
ε15 | +25 | σm | +241 | ε15 | -25 | σm | +95 | ||
F | ε16 | -190 | σ1 | -30 | ε16 | -35 | σ1 | -65 | 37 |
ε17 | -190 | σ2 | -160 | ε17 | -35 | σ2 | -55 | ||
ε18 | -40 | σm | +95 | ε18 | -25 | σm | +60 | ||
G | ε19 | -400 | σ1 | -560 | ε19 | -135 | σ1 | -200 | 61 |
ε20 | -225 | σ2 | -280 | ε20 | -100 | σ2 | -130 | ||
ε21 | +20 | σm | +420 | ε21 | -30 | σm | +165 | ||
H | ε22 | -310 | σ1 | -438 | ε22 | -150 | σ1 | -205 | 54 |
ε23 | -215 | σ2 | -242 | ε23 | -90 | σ2 | -105 | ||
ε24 | -30 | σm | +340 | ε24 | -5 | σm | +155 | ||
表2振动前后的分析结果
测试位置 | 振前平均应力 | 振后平均应力 | 应力降低率 | 振前应力幅值△σ1 | 振后应力幅值△σ2 | 振前波动率 | 振后波动率 |
轴环缝 | 272.25 | 153.75 | 43.5% | 654 | 85 | 240% | 55.3% |
加强板环缝 | 233.87 | 83.25 | 64.4% | 245 | 155 | 104.7% | 186.2% |
结论
1. 焊接残余应力越高,振动时效处理降低应力越多均化应力越好。
2. 环缝残余应力降低43.5%,波动率由240%降低到55.3%,应力均化效果好。
3. 加强板环缝残余应力降低64.4%,波动率变大是由于振后平均应力变得很低所致。
4. 采用盲孔法对球磨机轴头进行残余应力测量是可行的。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
