振动时效工艺在热风炉工程中的应用 点击:48 | 回复:0

某2500m3高炉工程热风炉拱顶部分20-26带,为热风炉高湿带,根据设计要求,应进行消除应力处理。20-23带板厚为50mm,24-26带板厚为32mm,材质均为Q345B。各带均热成型后焊接而成,其中20、23、24带分四块板组成,21、22、25、26带由16块板组成,各带之间的连接采用焊接方法。其钢板厚、液压成型拼接焊缝的量多,因此焊后存在较大的残余应力,而残余应力会严重影响热风炉的使用寿命,所以有必要对其进行消除应力。本文采用振动时效工艺对其进行消除应力,并在振动前后采用盲孔法检测残余应力数值,定量判断振动时效工艺的有效性。
振动时效工作原理
振动时效的实质是通过振动的形式给工件施加一个动应力,当动应力与工件本身的残余应力叠加后,达到或超过材料的微观屈服极限时,工件就会发生微观或宏观的局部、整体的弹性塑性变形,同时降低并均化工件内部的残余应力,最终达到防止工件变形与开裂,稳定工件尺寸与几何精度的目的。
振动时效实施方案
振动时效系统由构件、激振器、拾振器和支撑组成。激振器需与构件牢固把合。
热风炉底部已经用地脚螺栓固定,上部已全部安装完毕。根据此结构,只能选用悬臂振动,激振点选在上部法兰,两次按90°排列进行振动,拾振点选在远离激振器的波峰处,振动时间为一次20分钟。
为观察振动时效效果,振前振后对其进行残余应力测试。在拱顶外环缝及纵缝处选取九个点进行测试,测试方法采用盲孔法。在测点处,用砂轮打磨,其面积大约15*15mm2、贴一个三向应变片,在中间钻一个2mm的孔,钻孔深度与钻孔直接相同,用电阻应变仪测取释放应变,计算残余应力,测取振动前后应力值,对比振动时效降低应力。
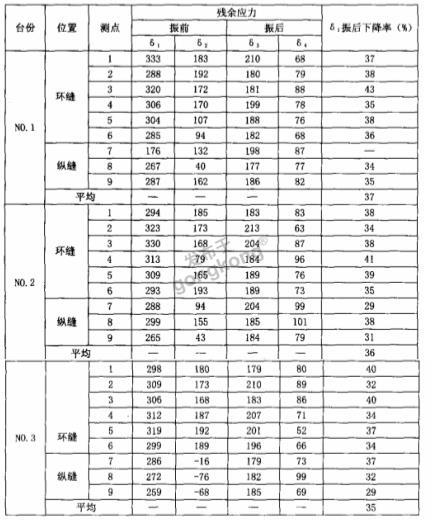
从表上可以看到,最大主应力振动后都发生了明显变化,所以测试的三台热风炉拱顶振后应力都在200MPa左右,其下降率达到30%以上。
从热风炉整体振动时效前后残余应力测试结果表明,振后大主应力下降率平均达到36%,满足GB/T25713-2010标准要求,说明对热风炉采用振动时效工艺是有效。
振动时效工艺效果好,省时、省力、成本低、工艺简单,可用于热风炉残余应力消除。





楼主最近还看过
- 零线英语怎摸说
 [2204]
[2204] - SIEMENS PLC常用英语缩写表[3196]
- PLC工程师证重要吗[43886]
- FX3G-485-BDmodbus通讯[3097]
- 求助 wincc 及vbs 脚本高手...[3291]
- 屏蔽电缆的屏蔽层接地讲解[4732]
- 有问有答之:台达伺服驱动器上...[3732]
- 在速度闭环中双闭环中电流环...[4295]
- 组态王工业库-基于KingHisto...[2116]
- OPC DA 中文版 翻译[12451]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
