一台检测设备的自动化S7-1500PLC程序编写 点击:1269 | 回复:14

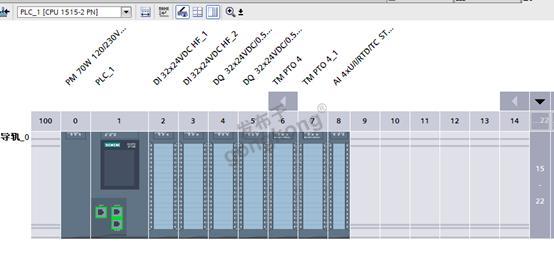
设备在湖南株洲,完成基于西门子1500的PLC程序开发,整套设备为流水线上运输设备的控制,机电控制柜已有,已有部分程序,主要完成后续的程序调试,界面编写以及整个设备调试。整套程序涉及电机与气缸控制、以及模拟量传感器的数据传输。
本设备主要有三个部分组成,上料机构、检测机构和下料机构。 上料机构一共有4个气缸。气缸分别是,上料升降气缸、气爪升降气缸、气爪开合、上料搬运气缸。实现棒料从料仓到检测机构的输送,一个流程为,上料升降气缸将棒顶起,然后气爪升降气缸降下,气爪把棒料夹住。然后气爪升降气缸升上去,同时上料升降气缸降下准备下一次棒料输送。然后上料搬运气缸把棒料送到位,气爪升降气缸降下,气爪张开,把棒料放在检测机构开始的部位。上料机构的四个气缸上面均安装有磁性开关或者电感传感器,保证动作的顺畅和安全。上料机构中所有气缸都是双作用气缸,需要4个双作用电磁阀进行单对单控制,所有磁性开关和传感器均为npn模式,低电平输出。
检测机构主要的检测工位有两个,一个是相机拍照检测工位,另外一个是直线度检测工位。一共有12个气缸,4个电机。其中4个左右开合气缸的动作是同时的,可以用一个电磁阀控制四个气缸,这四个气缸不需要加在自动运行程序里面,只需要。其余气缸分别是,纵向搬运气缸、工件搬运升降气缸、工件出料气缸、旋转夹爪、左抽拉气缸、右抽拉气缸,还有两个单作用气缸。实现棒料从检测机构开始点到下料机构的输送,一个流程为,工件搬运升降气缸升起,纵向移动气缸向前送到位,工件搬运气缸降下,将棒料放在相机拍照检测工位,纵向移动气缸退回到位,相机轴电机运动到位,两个单作用气缸下降将棒料压紧,左右两个抽拉气缸分别进行抽拉动作,然后上位机软件进行拍照,拍照完成后,相机轴电机返回原点,工件搬运升降气缸升起,纵向移动气缸向前送到位,工件搬运气缸降下,将棒料放在直线度检测工位,纵向移动气缸退回到位之后,喷涂伺服电机通过丝杠第一次带动测直线度的传感器进行采数测量,采数一次完成后返回原点。然后旋转进退轴电机动作到位,其上的旋转轴电机带动旋转夹爪夹住棒料旋转90°,旋转进退轴电机和旋转轴电机退回原点。喷涂伺服电机进行第二次测量,自动程序里面上位机程序与PLC程序需要连接起来进行自动控制,什么位置开始采数和结束采数均需要设置好,第一次与第二次需要区别开。第二次采数完成后,工件出料气缸升起,工件搬运升降气缸升起,纵向移动气缸向前送到位,工件搬运气缸降下,棒料顺着轨道滚到下料机构的送料板上。检测机构中所有磁性开关和传感器均为npn模式,低电平输出。
下料机构共有9个放料层,PLC通过检测机构的两个工位检测出来的直径、孔间距、直线度等结果将棒料分别输送到不同的层。上料机构有1个气缸,1个下料轴电机,通过电机将棒料送到不同的层,到达每一层之后,气缸打开,棒料滚进放料层中。
整个过程中,需要PLC需要与上位机软件准确通讯,实现自动检测和分类的目的。检测机构中,相机拍照检测工位和直线度检测工位需要与上位机软件通讯。下料机构中,棒料需要运送到哪一层,需要上位机的拍照结果和检测结果传给PLC进行控制。
上位机为普通的win10系统台式机,还需要做一个上位机控制软件界面,用于手动和自动控制设备。
有意向的工程师可联系我,具体要求再商谈,可安排出差,价格面议。
邮箱:ssj1906@163.com





楼主最近还看过






- 简单的编程,谁能试试?
 [10057]
[10057] - PLC程序莫名其妙丢失[10466]
- 台达plc和信捷plc该用哪个好...[10672]
- 如何使PLC里的时间继电器复位...[7197]
- 被催款了,各位工控大神有认识...[25676]
- 永宏PLC技术大论坛[22903]
- 三菱小PLC还要区分漏型、源型...[7581]
- PLC有输入,没有输出[23791]
- 我们的国产PLC[9429]
- S7-300的经典库文件合集[9778]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
