矩形科技运动控制PLC在数控铣床上的应用 点击:898 | 回复:3

基于矩形PLC运动控制
——数控龙门铣床控制系统
摘要:
矩形科技N80系列M48DS-AC为PLC具有4路高速脉冲,脉冲输出稳定、精确、平滑、高速(可达200K以上输出频率),以致其在运动控制方面有很大的优势。
引言:
铣床是一种应用非常广泛的机床, 其工作原理是铣刀螺旋运动、工作台带动工件运动,加工工件的过程对铣刀的位置控制,工作台的运动平滑有较高的要求,需要PLC和伺服电机控制。M48DS-AC是一款集合4路高速脉冲、4路高速脉冲计数、多种通讯方式、可支持扩展模块的运动控制专家,有着很高的性价比。N
数控龙门铣床控制系统:
数控龙门铣床控制系统只要由PLC、触摸屏和伺服电机及周边配套元器件组成。触摸屏操作PLC控制伺服电机,伺服电机控制器通过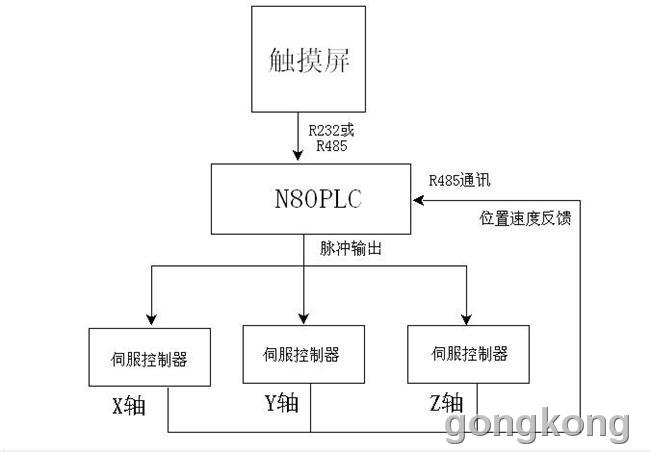 和PLC通讯的方式传递工作台和铣刀的位置坐标以及伺服实际的速度以及工作电流;通过通讯方式控制侧铣和横梁变频器的上升下降,控制示意图如下图一。
和PLC通讯的方式传递工作台和铣刀的位置坐标以及伺服实际的速度以及工作电流;通过通讯方式控制侧铣和横梁变频器的上升下降,控制示意图如下图一。
PLC通过R232同触摸屏通讯,通过1路R485同3台伺服控制器通讯,通过另外一路RS485控制2台变频器、通过脉冲输出控制伺服电机输出。
图一
控制细节:
系统操作模式具有定长模式、快移模式、手动模式、手轮模式、自动脉冲模式。控制画面如下图二。

图二
定长模式:预先设置好定长速度、定长长度,然后选定相应轴,伺服电机将按设定数据执行。
快移模式:选中快移模式,选定相应轴,伺服电机将以一个设定的相当快的速度运行。
手动模式:手动模式支持间歇和连续两种模式,手动速度可设置,运行距离由人为决定,间歇状态即要按住相应按钮,放手即停。连续状态为点动运行按钮,电机连续运行,按停止按钮方才停止。
手轮模式:手轮模式是一种模拟机械手轮的控制方式,控制速度和位置可调,距离由手轮决定,速度可通过档位选择决定。
自动脉冲模式:自动脉冲模式就是按照之前设置的位置坐标运行,系统支持上百个菜单,上百个点位置,一个菜单加工一个工件,具有保存菜单,随时设定菜单的功能。只要有存档,加工时调出菜单即可加工,非常的简单、方便、高效,整个流程全自动。如图三所示。
图三

总结:





楼主最近还看过

- 设计你自己的PLC(可编程序控...
 [15005]
[15005] - 给年轻工程师的十大忠告(转贴...[65342]
- 请用过艾默生PLC的朋友,谈谈...[7564]
- 三菱FX系列常见问题[9007]
- PLC教程[14409]
- (已结贴)工控PLC擂台第40期-...[7900]
- s7-200中的(S)或(R)下面的数...[14396]
- 西门子PLC s7-200读取电磁流...[7602]
- 数据的格式,BCD具体是什么意...[9323]
- 可编程控制器基础知识[12175]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
