多轴机床故障难诊断?LabVIEW+CompactRIO三层架构实现毫秒级预警 点击:6 | 回复:0

阅读时间:7分钟 | 适用人群:数控机床工程师/设备维护技术人员/智能制造系统设计师
痛点直击:多轴数控机床融合机械、电气、液压等多学科技术,能实现多坐标轴高精度联动加工,但操作复杂、故障诊断困难。传统监测方案在多传感器采集及机床状态表征能力方面存在不足,无法满足复杂工作状态的实时监测需求。某精密制造企业急需一套能精准识别主轴过载、温度超标、振动异常等不良状态的解决方案。
![]()
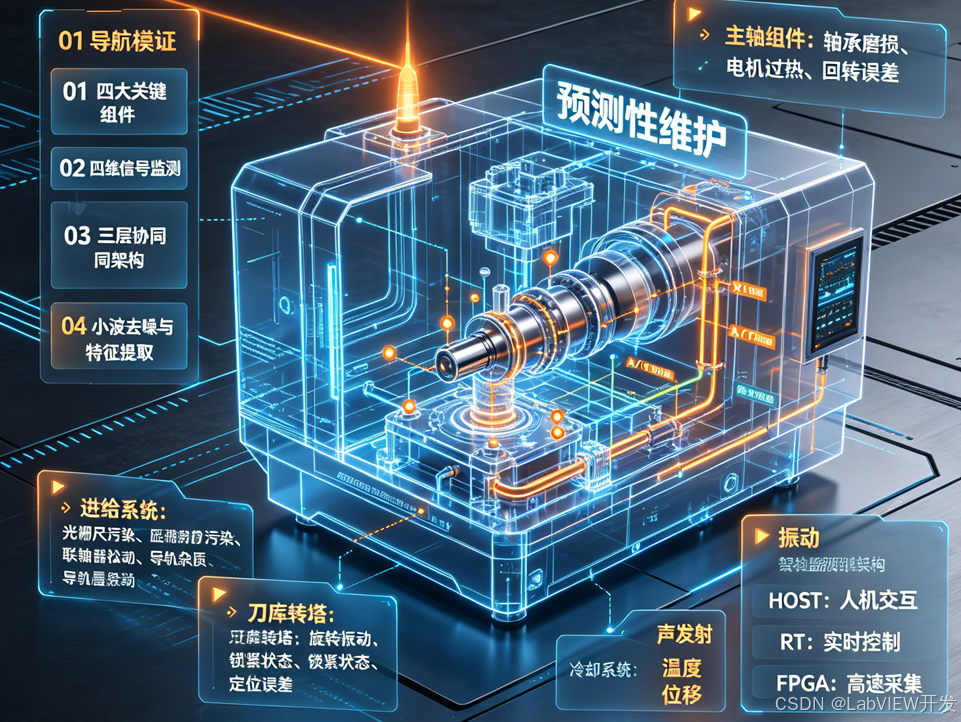
核心突破:HOST-RT-FPGA三层协同架构
LabVIEW开发环境,结合NI CompactRIO高效硬件平台,构建了多轴数控机床监测诊断系统。采用现场可编程门阵列(FPGA)开发模式,实现高灵活性与高性能。通过三层程序协同(上位机HOST VI、实时控制器RT VI、FPGA芯片VI),实现多源信号的高速采集、实时处理、智能诊断,为多轴数控机床的稳定运行提供重要保障。
功能部件分析(四大关键组件)
1. 主轴组件
作用:带动刀具和工件高速旋转的核心部件
影响:精度直接影响加工零件尺寸精度和表面粗糙度;稳定性和刚性关系到刀具振动和变形
常见故障:轴承磨损、电机过热、回转误差
2. 进给系统组件
构成:X/Y/Z线性轴 + A/C旋转轴
驱动方式:伺服电机 + 滚珠丝杠/直线电机 + 导轨
常见故障:光栅尺污染、联轴器松动、导轨杂质
3. 刀库或转塔
作用:存储和更换刀具,实现多工序加工
监测重点:五轴B轴转塔的旋转平稳性、锁紧状态、定位误差
风险点:旋转过程中的振动冲击
4. 冷却系统
作用:提供冷却液和润滑,提高加工效率和工件表面质量
监测参数:管道内压力及流量
异常后果:磨削烧伤、刀具磨损加剧
信号监测模块(四维感知)
1. 振动信号监测
振源分类:
内部振动:主轴回转不平衡、轴承缺陷、刀具磨损、切削负载突变
外部振动:切削液引起的振动(可通过防振垫抑制)
部署位置:主轴、工作台、滑座、导轨
传感器类型:磁座式固定加速度传感器
2. 声发射信号监测
原理:材料受力变形或断裂过程中释放弹性波
应用场景:刀具磨损、切削颤振监测
系统组成:传感器 + 前置放大器 + 数据采集分析设备
预警机制:刀具磨损加剧时,声发射信号幅值和计数明显增大
3. 温度信号监测
热源:主轴轴承、进给驱动电机的摩擦损耗
传感器:热电偶或热电阻(测量精度高、响应速度快)
安装位置:主轴轴承座、电机外壳
智能联动:温度超阈值时自动报警并联动冷却系统降温
趋势预测:通过历史数据分析预测温度变化趋势
4. 位移信号监测
重要性:保障加工精度的关键
传感器:激光位移传感器
安装位置:导轨、丝杠等传动部件
超差补偿:位移偏差超阈值时发出预警,联动数控系统进行补偿
数据应用:为机床精度校准和维护提供依据
软件架构设计(三层协同)
架构层级:
HOST VI(上位机):人机交互界面、数据可视化、历史查询
RT VI(实时控制器):控制FPGA运行、数据处理、与上位机交互
FPGA VI(现场可编程门阵列):数据采集、数字信号译码、高速缓存传输
通信机制:
NI MAX配置管理软件:完成实时控制器软件安装、IP配置、网络连接设置
数据交互方式:网络共享变量 + DMA FIFO(直接内存访问先进先出)
FPGA端程序
通道参数配置:
NI9205模拟量输入模块:16通道差分连接模式,输入电压范围-1010V,匹配压力变送器输出
NI9401数字量IO模块:
DIO0DIO3:数字输出通道,发送时钟信号
DIO4DIO7:数字输入通道,接收数据信号
参数由RT程序动态写入
信号采集与处理:
通过FPGA输入输出节点直接读取NI9205电压信号
数据缓存传输:
采用DMA FIFO方式与RT端传输
元素数量:1023(避免数据丢失)
安全机制:出现FIFO FULL状态时自动停止运行
RT端程序
轮循结构设计:
空循环:等待上位机控制命令
采集循环:执行数据采集任务
流程:空循环→接收命令→采集循环→返回空循环→接收停机命令终止
FPGA控制与数据交互:
打开FPGA VI引用句柄函数初始化FPGA程序
将上位机传来的采样时间、通道配置等参数写入FPGA
控制FPGA运行
数据读取与传输:
读数周期:采样时间间隔的20倍
读取条件:FIFO中元素数量>380时读取380个数据
传输方式:通过网络共享变量传输至上位机
终止条件:FIFO FULL/错误/接收停止命令
信号预处理(小波去噪)
三步处理流程:
1. 小波基选择
采用db4小波对振动信号进行四层分解
分离噪声主导的高频分量与故障特征主导的低频分量
2. 阈值处理
对高频分解因数采用自适应阈值函数
在抑制噪声同时保留冲击性故障特征
3. 信号重构
对处理后的因数反向重构
输出去噪后的信号,为后续特征提取奠定基础
实测效果:
X轴丝杆组件轴承故障信号处理后,峭度值从3.2提升至6.8
小波时频图中,故障特征频率能量聚集性显著增强
噪声干扰频段能量减小40%以上
特征提取与诊断
连续小波变换:
生成时频图,直观呈现故障冲击在时间频率域内的分布
识别特征频率
小波包分解:
将信号划分为多个子频段
计算各频段能量占比
故障判据:故障状态下特征频段能量显著增大
故障匹配:
将提取的特征频率与预设故障特征库对比
输出故障类型及置信度
显示界面设计
前面板功能分区:
1. 实时监测区
动态曲线实时显示振动、温度、声发射信号变化趋势
支持选择不同传感器通道和信号类型
多种显示方式:信号频谱分析图、时域波形图
2. 历史数据查询区
查询条件:时间、设备编号、信号类型
对比分析:了解机床运行趋势和性能变化
为维护保养提供参考
3. 数据分析区
小波分析方法处理旋转周期信号
及时向操作人员传达异常情况
4. 报警窗口
自动弹出:检测到故障或异常时
显示信息:故障类型、发生时间、严重程度
联动措施:声光报警、自动停机
实测验证:三大测试场景
测试1:声发射信号测试
对象:40Cr轴类零件,切削区域φ85mm×300mm圆柱面
对比:空运行状态 vs 切削负载状态
结果:切削负载下声发射信号幅值显著增大,有效捕捉切削过程特征,为评估刀具磨损状态与切削稳定性提供数据支撑
测试2:振动信号测试
部署:X轴和B轴位置布置振动传感器
场景:空运行测试,B轴锁紧时产生振动冲击
结果:系统准确捕捉振动冲击,有效监测运动部件振动状态,为评估动态性能与加工精度提供依据
测试3:小波去噪效果测试
对象:X轴丝杆组件含噪轴承故障信号
效果:
时域波形冲击特征更清晰
峭度值:3.2 → 6.8(提升112.5%)
故障特征频率能量聚集性显著增强
噪声干扰频段能量减小40%以上
技术优势总结
✅三层架构:HOST-RT-FPGA协同,兼顾实时性与灵活性
✅多源感知:振动+声发射+温度+位移四维监测,全面覆盖关键部件
✅智能去噪:db4小波四层分解,峭度值提升112.5%,噪声能量降低40%+
✅故障诊断:连续小波变换+小波包分解+特征库匹配,输出故障类型及置信度
✅实时预警:温度/位移超阈值自动报警并联动控制系统
✅数据追溯:历史数据查询与趋势分析,为维护保养提供决策依据
这套LabVIEW多轴数控机床监测诊断系统已成功应用于某精密制造企业的五轴加工中心,实现了从"事后维修"到"预测性维护"的转变。通过实时监测主轴、进给系统、刀库、冷却系统等关键部件的运行状态,有效降低了故障发生率,提升了设备运行可靠性与加工精度,为推动国产数控机床的智能化升级提供了有力支持,值得在航空航天、汽车制造、模具加工等高端制造领域广泛推广。






官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
