PETG 3D打印常见问题解析:不粘底、温度与安全性全指南 点击:135 | 回复:0

很多刚入坑3D打印的朋友,在狂打了一堆PLA小摆件之后,很快就会遇到一个现实问题:想打印点日常能用的实用件,比如水杯架、耳机挂钩或是打印机升级件,却发现PLA实在太脆,而且夏天放在车里稍微晒一下就软了。当PLA已经无法满足强度和耐热需求时,很多人会开始尝试PETG材料。其中,像eSUN PETG这类常见耗材,经常被用作入门升级材料,因为它在打印难度和性能之间取得了比较好的平衡。
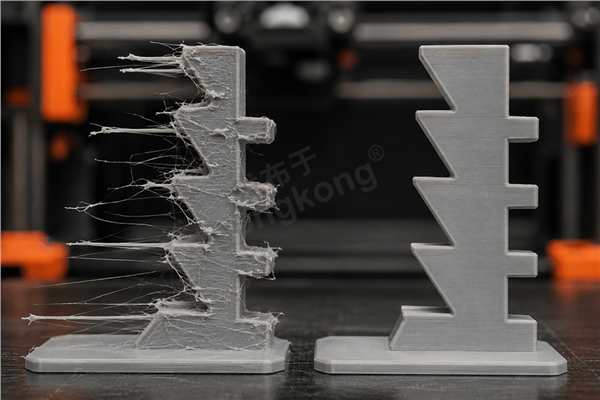
但不少人第一次使用PETG时都会遇到同样的问题:第一层不粘、容易拉丝、甚至打印过程中出现堆料或变形。看起来像是材料“更难打”,实际上只是打印逻辑和PLA不同。
一、PETG为什么总是沾不住底板?
PETG相比PLA,对第一层环境更敏感,尤其是底板状态和Z轴高度。
最常见的问题其实不是参数错误,而是底板有轻微污染。PETG对油脂非常敏感,即使是手指触摸留下的薄薄油膜,也可能导致附着力明显下降。因此,当出现不粘底的情况时,第一步应该是清洁底板。温水加洗洁精是最有效的方法,其次是IPA擦拭。很多时候,问题并不在打印参数,而是在表面状态。

另一个关键因素是Z轴高度。PLA通常会被轻微压扁以增强附着,但PETG不适合这种方式。如果喷嘴压得过低,PETG会因为自身粘性而被喷嘴带走,导致第一层混乱或堆料。更合理的做法是略微提高Z偏移,让材料自然铺在平台上,而不是被“压死”。此外,第一层速度也建议降低,让材料有足够时间稳定附着。
二、PETG耗材的打印温度应该设多少?
要想打印出来的模型结实耐用,温度设置绝不能含糊。由于每家耗材厂的配方略有不同,所以并没有一个绝对焊死的温度值,但基本都在一个固定的区间内。
拿喷头温度来说,大多数PETG的最佳工作范围在230℃到250℃之间。如果你打出来的东西表面发乌、没有光泽,或者用手稍微一掰就顺着层纹裂开了,说明温度给低了,耗材没彻底融化粘合,这时候可以每次加个5℃逐步测试。反过来,如果打印时拉丝严重得像盘丝洞,甚至模型表面能看到细小的气泡,那就是温度太高导致耗材过度液化了,需要适当降降温。
热床温度方面,PETG的要求可比PLA高不少。为了防翘边并保证底层黏合,底板一般得烧到70℃到80℃。要是赶上冬天室温太低,或者你正在打印那种体积很大、容易产生收缩拉力的模型,直接把热床拉高到85℃会是更稳妥的选择。
另外补充一个关于冷却风扇的细节。打PLA为了吹细节,风扇基本都是全程拉满,但打PETG不一样。风力太大会导致它快速冷却收缩,层与层之间直接失去粘性甚至开裂。所以建议第一到第三层干脆关掉散热风扇,后面的层数把风扇转速开到50%左右(具体看设备型号及风扇性能)就完全足够了,除非有那种大角度悬垂结构,否则尽量少用大风吹。
为了更直观理解 PETG 的打印范围,可以参考以下eSUN PETG的材料性能与官方建议参数,这些数据也基本代表了主流PETG材料的通用区间:
类别 | 项目 | 推荐/范围 |
材料特性 | 热变形温度 | 64℃ |
材料特性 | 拉伸强度(XY) | 34.77 MPa |
材料特性 | 冲击强度(XY) | 4.86 kJ/m² |
打印参数 | 喷嘴温度 | 240–260℃ |
打印参数 | 热床温度 | 75–90℃ |
打印参数 | 风扇 | 50–100% |
打印参数 | 打印速度 | <150 mm/s |
使用建议 | 干燥条件 | 60℃ × 4小时 |
三、室内打印PETG有毒吗?安全吗?
如果是把机器放在卧室或者书房,大家肯定特别关心耗材的安全问题。毕竟一提到耐高温的塑料,很多人脑子里就会浮现出ABS打印时那股刺鼻的毒气味,从而连带着对PETG也提心吊胆。
其实大可放心,PETG是一种非常安全的3D打印材料。从成分上说,它就是我们平时喝水的矿泉水瓶子(PET塑料)的升级版,加了点乙二醇改性。在正常的两百多度打印温度下,它几乎闻不到什么气味,更不会像ABS或尼龙那样释放苯乙烯这类有害的刺激性气体。像前面提到的eSUN PETG这类正规大厂的原料,本身其实是符合食品接触级别安全标准的,对环境也很友好,所以创客们都喜欢用它来打印生活小物件。

不过,就算材料本身没毒,也得讲究点科学的健康防护习惯。任何塑料在高温融化挤出的时候,都会产生极其微量的超细颗粒物和一点点挥发性气体。虽然PETG产生的量极少,远达不到危险级别,但在门窗紧闭的小房间里连续打上几天几夜,空气肯定还是会变得有些沉闷。所以,哪怕是打最安全的材料,稍微开条门缝或窗户,保持环境基本的空气流动,都是最基础的安全常识。
最后还得提醒一句,虽然PETG原料没毒,但千万别直接用打印出来的杯子去长期装饮用水,或者当餐具用。原因在于FDM打印结构存在层纹缝隙,容易残留污染物,同时打印设备本身也无法保证食品级洁净条件。
只要掌握了底床的清洁与高度设置、找准了合适的温度区间,并对材料属性有了理性的认知,你就能轻松搞定PETG,让你的3D打印作品派上更多用场。






官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
