汽车零部件产线三菱PLC智能改造依托以太网实现多系统无缝对接 点击:8 | 回复:0


一、 项目背景
某汽车零部件制造企业产线控制系统采用三菱Q系列PLC(型号Q06UDEHCPU)作为核心控制器,原系统通过串口编程电缆连接GX Works2进行程序维护,同时配置了三菱GOT2000系列触摸屏实现现场操作监控。随着智能制造推进,企业面临数据采集孤岛、远程运维困难、多系统对接复杂等典型工业痛点,急需在不中断生产的前提下完成网络化升级。

二、 核心痛点诊断
痛点一:编程口资源冲突,改造与运维两难 传统方案中,PLC编程口被触摸屏占用后,工程师调试程序必须断开HMI通讯,导致监控盲区;若外接以太网模块则需修改PLC硬件配置,停产风险高。
痛点二:多协议系统对接困难 企业MES系统需MC协议采集数据,能源管理平台要求ModbusTCP接口,上位机组态使用OPC通讯,多协议需求迫使采购多款协议转换设备,系统臃肿且故障点多。
痛点三:现场调试周期长,运维成本高 传统以太网模块需手动配置波特率、IP参数,线序匹配复杂;设备分布于多个车间,程序微调需工程师现场出差,年均运维成本超15万元。
三、 远创智控YC8000-Q解决方案
企业选用远创智控YC8000-Q以太网通讯处理器作为通讯网关,通过X1接口连接Q06UDEHCPU编程口,X2接口转接原GOT2000触摸屏,以太网口接入工厂工业环网。
双通道无冲突架构:YC8000-Q独创的硬件隔离设计,使X1/X2接口独立运行。改造后,以太网口实时上传PLC数据至MES系统的同时,X2口保障触摸屏正常通讯,彻底消除编程口占用冲突,实现"零停机"改造。
多协议融合能力:网关内置MELSOFT、MC、ModbusTCP、YCNetTCP协议栈,GX Works2通过以太网直连PLC进行远程程序修改;组态王通过MC协议读取Q系列D寄存器;能源管理系统以ModbusTCP访问自动映射的40001地址区对应D0-D99数据,单设备替代原三台协议转换器。
极简部署体验:设备上电后自动识别Q06UDEHCPU编程口波特率(自适应9600-115200bps),以太网口支持Auto-MDI/IX线序自适应。工程师通过手机连接网关默认IP进入Web配置界面,5分钟完成参数设置,无需专业调试工具。

四、 改造前后对比
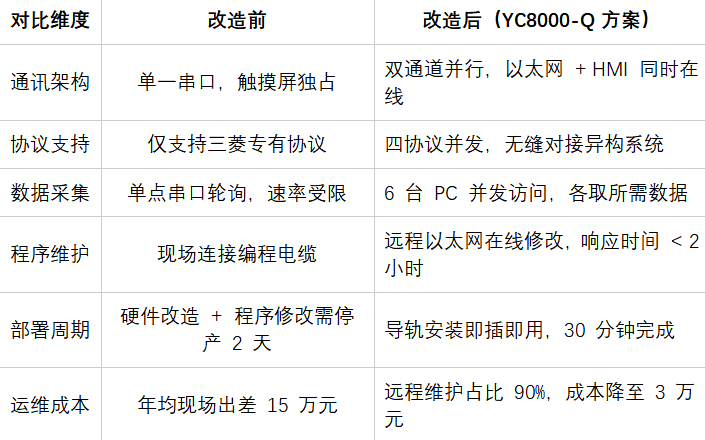
五、 项目成效
该网关从PLC编程口取电,35mm导轨安装于Q系列CPU右侧,体积紧凑未改变柜内布局。经6个月连续运行验证,通讯零中断,抗电磁干扰能力通过严苛老化测试。ModbusTCP地址自动映射功能使第三方温控表、变频器接入无需手动配置寄存器映射表,项目整体实施周期缩短80%。

远创智控YC8000-Q以太网处理器以"不断产、多兼容、免调试"的特性,成为三菱Q系列PLC网络化改造的理想选择,助力企业以最小工程量实现智能化跃迁。
相关技术交流请给邵工留言






官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
