碎粉机液力耦合器轴头修复工艺 点击:5 | 回复:0

发表于:2026-05-09 17:04:55
楼主
关键词:液力耦合器轴头,液力耦合器轴头磨损,轴头维修,在线修轴厂家
一、故障概况
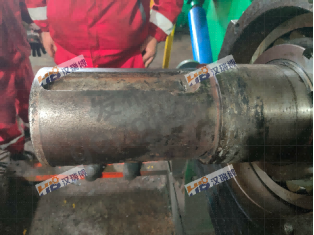
设备:碎粉机(碎煤机)
部位:液力耦合器轴头,直径:180mm,磨损宽度:302mm
磨损特征:径向磨损 1–2mm、键槽双边磨损、呈喇叭口,配合松动、振动窜动明显

二、修复工艺(汉瑞博HB1221 材料+ 工装模具,在线免拆机)
1. 施工准备
1. 停机、拆耦合器,精准测量液力耦合器轴径、磨损长度、键槽尺寸、同轴度。
2. 加工对开式工装模具(按耦合器内孔公差定制,保证圆度 / 同轴度)。
3. 工具:角磨机、烤枪、无水乙醇、脱模剂、HB1221(汉瑞博超聚物碳复合材料)、扭矩扳手。
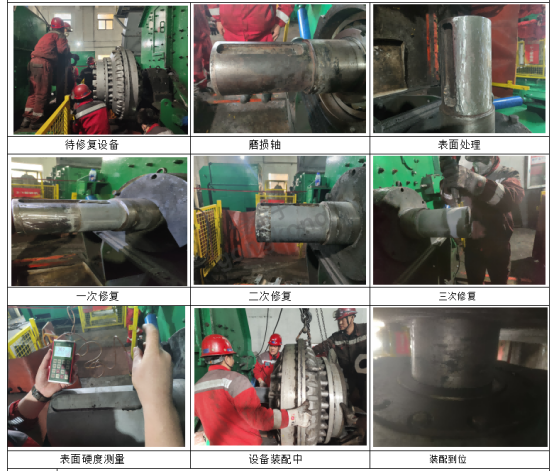
以下为具体的碎粉机液力耦合器轴头磨损修复步骤:
修复工艺为汉瑞博在线修复(汉瑞博HB1221材料 + 工装模具+脱模剂,在线免拆机)
1. 施工准备
1) 停机、拆耦合器,精准测量轴径、磨损长度、键槽尺寸、同轴度。
2) 加工对开式工装模具(按耦合器主轴图纸定制,保证圆度 / 同轴度)。
3) 工具:角磨机、烤枪、无水乙醇、脱模剂、HB1221(超聚物碳复合材料)、扭矩扳手。
2. 表面处理
4) 烤油:氧乙炔焰彻底烧烤液力耦合器轴头磨损表面,除油污至碳化。
5) 打磨:角磨机打磨至金属原色、粗糙均匀,增强附着力。
6) 清洗:无水乙醇脱脂除污,晾干,无油无锈。
7) 键槽修复:修磨至原始尺寸,配新平键。
3. 空试工装
8) 工装内壁清洁,涂薄层脱模剂晾干。
9) 在液力耦合器轴头磨损位置试装工装,无间隙、无晃动,确认贴合与定位可靠。
4. 材料涂覆与工装紧固
10) 调和汉瑞博 HB1221材料:按体积比 2:1搅拌均匀,无色差。
11) 厚涂材料:均匀覆盖液力耦合器轴头磨损面,略高于基准面,保证填充饱满。
12) 快速合模:安装工装、对称均匀紧固,挤出多余材料并清理。
5. 固化与脱模
13) 常温固化2–6h(或加热 60–80℃,1–2h 加速固化)。
14) 固化达标后拆工装,修除飞边、精修尺寸,校准圆度 / 同轴度至图纸要求。
6. 回装与验收
15) 清洁轴头修复面,装耦合器(勿敲击),锁紧螺母、止退垫。
16) 盘车无卡涩,空载 / 负载试车,振动、温度、无异响,运行稳定。





楼主最近还看过
热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
