【正运动技术】五轴义齿机(二):五轴义齿机切削校准工艺流程 点击:129 | 回复:1

发表于:2025-12-23 17:34:17
楼主
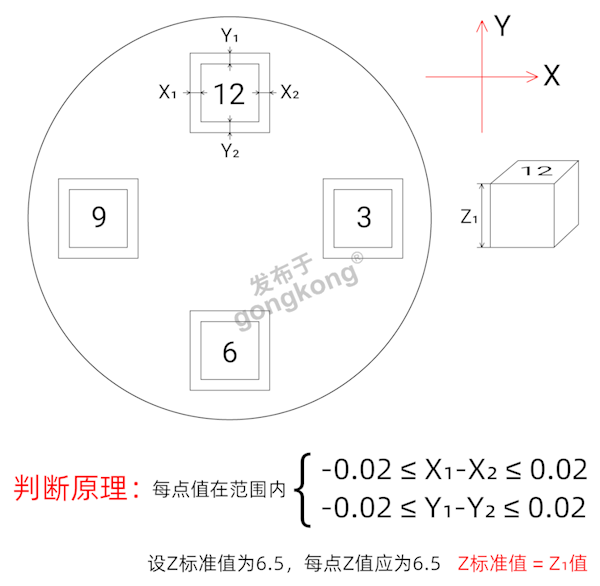
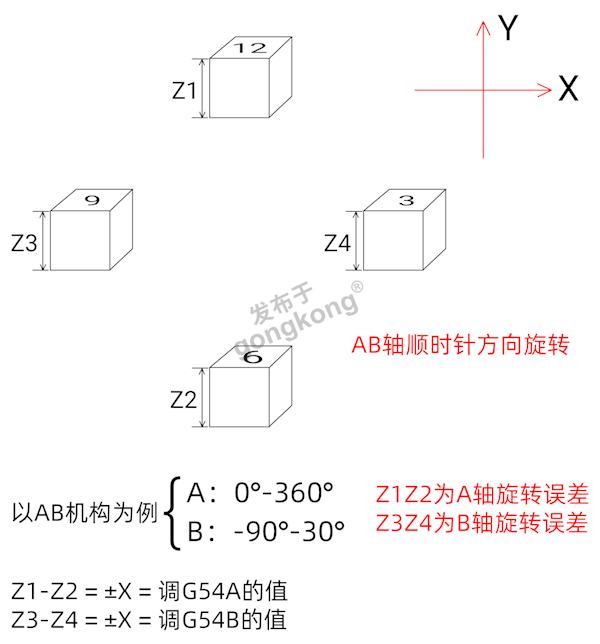
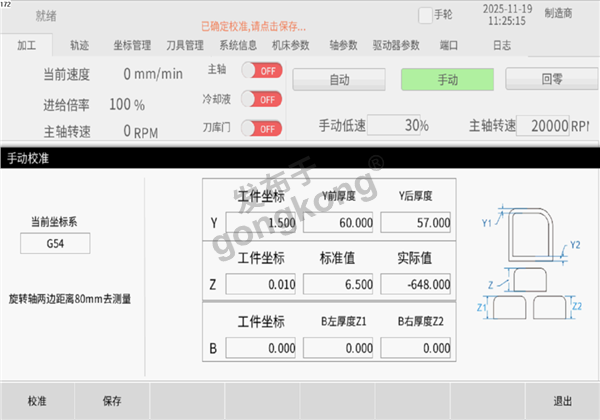
五轴义齿机切削校准工艺流程 将待加工的蜡盘放置在C型夹具上夹紧等待NC加工处理。 将需要使用的四方盒NC程序加载至代加工界面。 运行NC程序,在蜡盘四角对称切削出尺寸一致的小方盒,形成四个空间参考点,直至程序执行完成。 在四个方盒上标记编号12/3/6/9号点位(以义齿机最内壁处为12号,顺时针编号),便于后续测量与记录。 将加工完成的蜡盘从夹具中取下,再用刻刀切断支撑壁,取下四个方盒样块。 使用游标卡尺逐一测量四个方盒对应点位的 X、Y、Z尺寸,并将测量值与对应编号记录在测量表中。 将计算好的数值输入G54坐标当中,或将测量值输入系统的校准功能,自动计算出补偿值自动上传至数控系统进行调整。 重新装夹标准蜡盘,重复执行一次上述切削与测量流程。当四点位置偏差≤0.02mm时,即五轴义齿机切削坐标校准完成。





楼主最近还看过
热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
