LabVIEW薄片零件自动分类 点击:166 | 回复:0

以 Proteus 为硬件仿真平台,51 单片机为下位机核心,LabVIEW 为上位机开发工具,实现了薄片零件从自动排序、输送、称重到分类、数据存储的全流程自动化处理。
系统设计
系统采用 “下位机硬件控制 + 上位机软件管理” 的架构,整体分为机械系统、单片机下位机控制系统和LabVIEW 上位机系统三部分,三者协同运作,实现零件分类全流程的自动化与智能化,其中 LabVIEW 上位机系统是实现数据可视化、存储与分析的核心。
机械系统:负责零件的物理输送与分拣,包含落料漏斗、限高转动盘、单孔落料固定盘、传送带、称量台和转动工作台等。落料漏斗实现零件的初步收纳,限高转动盘与单孔落料固定盘配合完成散乱零件的有序分离,传送带将零件输送至称量台,转动工作台通过推杆电机将分类后的零件推送至对应料箱。
单片机下位机控制系统:承担底层硬件控制与数据采集任务,以 51 单片机为核心,搭配 8255 扩展芯片、L298N 电机驱动芯片、压力传感器、ADC0832 模数转换器等模块。完成零件重量信号采集、电机启停与调速、LCD1602 液晶显示以及与上位机的串口通信,是系统稳定运行的硬件基础。
LabVIEW 上位机系统:作为系统的 “大脑”,通过 RS232 串口通信接收下位机传输的数据,实现数据实时处理、可视化展示、分类结果统计、历史数据存储与追溯等功能。LabVIEW 的图形化编程特性大幅简化了上位机开发流程,其丰富的控件与函数库为系统功能拓展提供了强大支撑。
模块实现
(一)下位机
数据采集:采用压力传感器采集称量台上零件的重量模拟信号,经 ADC0832 模数转换器将模拟信号转换为数字信号后,传输至 51 单片机进行处理。该模块测量精度高,可精准捕捉零件重量的细微差异,为后续分类提供可靠数据支撑。
电机控制:通过 L298N 驱动芯片控制直流电机 M1(排序电机)和 M2(输送电机),实现零件的有序输送;借助 ULN2003A 芯片驱动步进电机 M3(转盘电机)和 M4(推杆电机),完成零件的精准分类推送。同时设置 S3 - S5 三个速度调节开关,通过 PWM 脉冲宽度调制实现高、中、低三档速度切换。
显示与控制:LCD1602 液晶显示器实时显示零件重量、合格数、不合格数等信息;设置启停开关 S1 和急停开关 S2,保障系统安全运行;状态指示灯 D1 常亮表示系统正常运行,D2、D3 分别对应合格与不合格零件计数报警,当数量达到设定装箱数时点亮提示。
(二)LabVIEW 上位机
LabVIEW 在系统中承担着数据处理、可视化、存储等关键任务,其强大的功能特性在此案例中得到充分体现,通过图形化编程实现了多维度、全方位的系统管控。
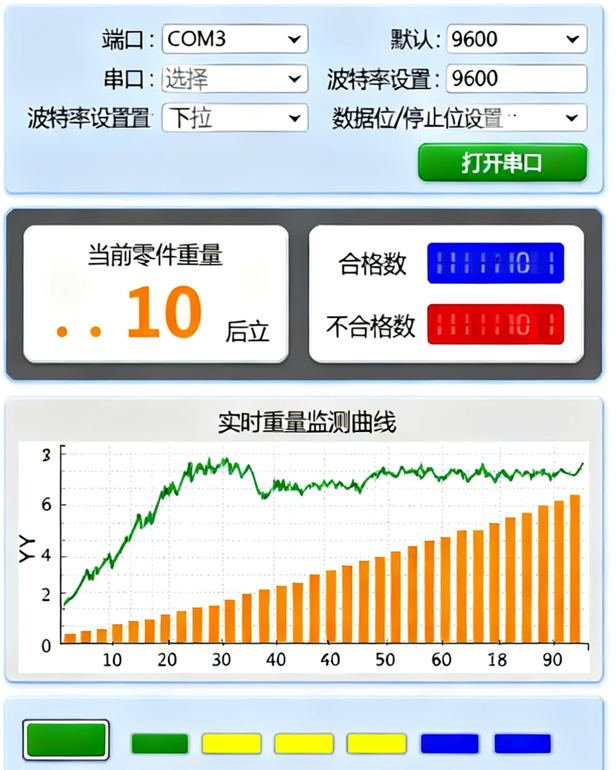
串口通信配置
LabVIEW 内置成熟的 VISA 串口通信模块,无需复杂的底层代码编写。开发人员只需在程序中设置串口端口号、波特率、数据位、停止位等参数,即可快速建立与下位机的稳定通信。程序中加入了数据校验机制,自动过滤传输过程中的干扰信号,确保接收数据的准确性,解决了串口通信中常见的数据丢失、误码等问题。
实时数据可视化
数值与文本显示:在 LabVIEW 前面板设计专属显示面板,实时展示当前零件重量、合格零件数、不合格零件数、装箱次数、未装箱零件数以及检测时间等关键信息,数据直观清晰,便于操作人员实时掌控系统运行状态。
重量波形展示:利用 LabVIEW 的波形图表控件,动态绘制零件重量变化曲线。操作人员可通过波形直观观察零件重量分布情况,快速识别批量生产中可能出现的重量异常问题,为生产工艺调整提供参考。
数据处理与分类统计
预先在程序中设定零件合格重量阈值(案例中为 15±0.1g),LabVIEW 接收数据后自动与阈值对比,完成合格与不合格零件的判定。同时内置统计算法,实时计算合格零件装箱数、未装箱数、不合格零件装箱数以及零件总数等指标,分类统计结果实时更新,无需人工干预。
历史数据自动存储
借助 LabVIEW 的文件 I/O 函数库,实现分类数据的自动化存储。系统默认将数据以 Excel 格式保存,文件中详细记录每个零件的重量、检测时间、分类结果以及累计统计数据。该功能解决了传统分类系统数据难以追溯的痛点,方便管理人员后续查询、分析生产质量,为质量管控提供数据支撑。
灵活的参数配置
支持用户在 LabVIEW 前面板灵活修改关键参数,如零件合格重量范围、装箱设定数量、检测速度档位等。参数修改后实时生效,无需重新编译程序,大幅提升了系统对不同规格薄片零件的适配性,实现了 “一套设备,多类产品” 的灵活应用。






官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
