模组成本到底花在哪?威洛博如何帮企业降低30%维护成本 点击:359 | 回复:1

在自动化行业,“模组怎么这么贵?”——几乎是所有设备厂、集成商、甚至最终用户都会问的问题。
更关键的是,模组不仅采购贵,后期维护成本还可能远高于采购本身。
那么,一台直线模组的成本究竟花在哪里?
为什么一些模组买得便宜,用得贵?
而威洛博又是如何让企业在后期运维中,节省高达 30% 的维护成本?
本篇,把复杂的工程问题,用通俗易懂的方式讲透。

一、模组成本花在哪?不是一根丝杆这么简单
很多用户以为模组就是 “一根丝杆+两根导轨+一个电机 + 外壳”。
但真实情况远比想象复杂。
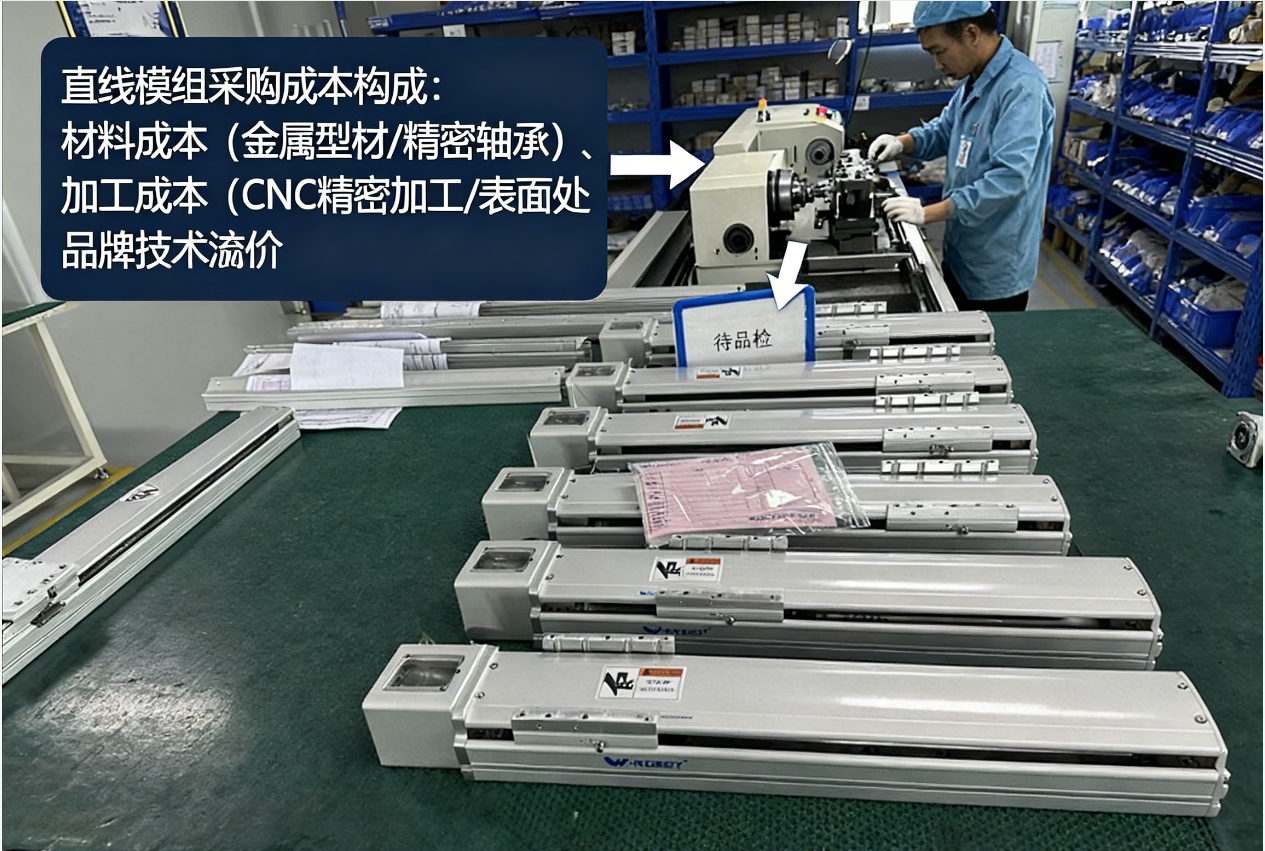
1. 原材料成本(大约 40%)
模组关键部件均属于精密零件,其材料决定寿命:
丝杆材料等级(C3、C5、C7)寿命差距可达 3 倍
导轨硬度、钢珠等级决定运行噪音与钢性
铝型材挤压精度影响平行度与安装稳定性
密封件材质影响防尘、防水寿命
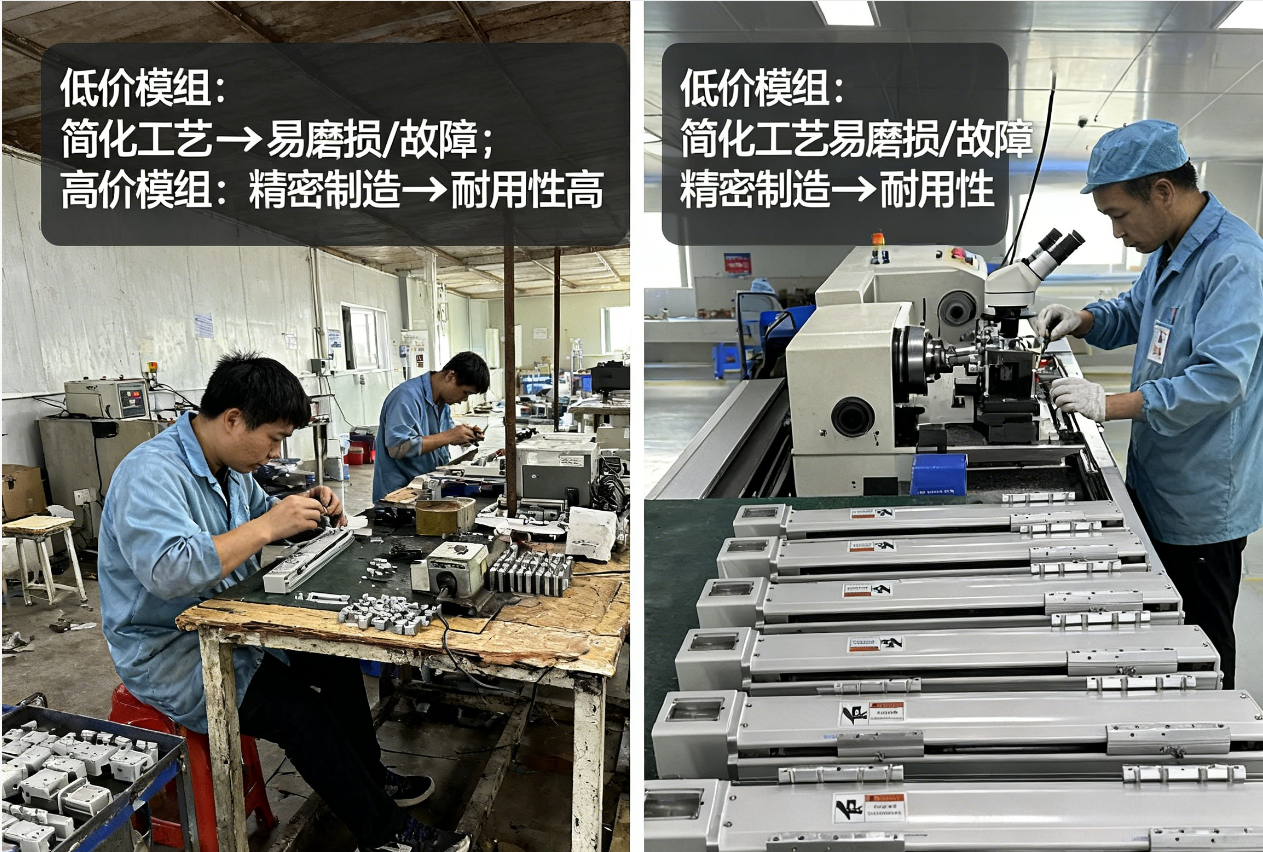
👉 便宜模组往往用低等级零件,寿命大幅缩短。
2. 加工与装配成本(约 30%)
丝杆和导轨本身都不贵,贵的是加工与调校:
导轨基座须精密铣平
丝杆端部需车削+研磨
装配必须保持平行度、同轴度
运行测试、振动测试
润滑油脂涂覆与行程测试
如果装配精度不好,模组“便宜也贵”,会出现:
噪音加大
速度提不上去
寿命骤减
用半年导轨就出现间歇性卡顿
3. 品控成本(约 15%)
越严格的工厂,良率越高,成本也越高:
平台六维测量
24 小时老化测试
全行程噪音检测
寿命加速实验
好的模组不是便宜,是稳定。
4. 服务与技术支持成本(约 15%)
设备厂常常忽略:
模组自定义行程
电机选型计算
结构强度验证
螺距、负载、速度匹配
车间安装指导
选错一个参数,后续不仅会烧电机,还会导致卡顿、抖动、震动过大。
二、为什么模组越便宜,用起来越贵?
许多客户买模组时只比对价格;
但真正拉开差距的,是 维护成本。
低价模组常见问题:
| 问题 | 影响 | 消耗成本 |
|---|---|---|
| 导轨精度不够 | 速度上不去、振动大 | 更换 + 停机 |
| 丝杆偏心 | 噪音高、寿命短 | 提前报废 |
| 密封差 | 灰尘进入,卡顿 | 频繁维护 |
| 润滑不均 | 滑块磨损快 | 更换滑块 |
| 电机不匹配 | 过载发热 | 电机报废 |
最终结果:采购便宜,但 3~6 个月就要换配件。
维护 + 停机损失远比模组本身贵得多。
三、威洛博如何帮企业节省 30% 维护成本?
威洛博从产品架构上就为“降低维护成本”而设计。
以下为真实可落地的技术方案。
1. 全系列标配“高寿命级丝杆 + 高精导轨”
威洛博的丝杆与导轨选型遵循两个标准:
姿态稳定性(Rigidity)优先
寿命 ≥ 同类产品 1.5~2.2 倍
结果就是:
使用寿命更长
噪音更低
高速稳定性更好
减少用户在 1~3 年内更换丝杆/导轨的频率。
2. 全封闭结构(以 VGTH 系列为例)减少 70% 的灰尘磨损
一台模组最怕的就是:灰尘、铁屑、切削液。
尤其是光伏、3C、医疗等行业。
VGTH 全封闭模组解决了最致命的问题:
灰尘无法进入导轨
丝杆长期保持干净
无需频繁补充润滑
寿命大幅提升
用户反馈显示:
VGTH 在高粉尘车间的维护频率比普通模组降低约 60~70%。
3. 动态装配技术,减少 40% 震动与异响
威洛博装配采用:
激光平行度校准
动态行程振动补偿
丝杆螺母预压调节
导轨负载分布优化
简单来说,模组从组装开始就被“调好”,用户拿回去直接装即可。
长期运行不易偏磨、不易噪音上升。
4. 智能润滑结构(可选)降低人工成本
部分系列支持:
外置注油口
一键集中润滑
免拆卸维护设计
工人不用拆设备也能维护,大幅降低人力成本。
5. 电机 + 伺服选型数据库,避免“买错”导致的损失
威洛博有一套内部选型系统,根据用户提供的参数自动运算:
推力曲线
惯量匹配
刚性匹配
螺距与速度最佳组合
瞬时/连续负载曲线
加速度限制
避免用户选错电机导致:
过载
发热
抖动
效率低
寿命缩短
光是“选型正确”这一点,就能帮企业节省 20~25% 的隐性损失。
6. 多行业使用寿命验证模型,减少试错成本
威洛博研发团队基于不同行业建立寿命模型:
电子行业:微颗粒粉尘、轻载高速
光伏行业:高粉尘、高加速度
医疗行业:洁净室、静音需求
3C:高节拍、长时间无停机
自动化线体:多工位连续作业
用户不用试错,用的是行业验证后的参数。
四、实际案例:维护成本降低 30% 不是理论,是事实
以某 3C 自动化设备厂为例:
原模组:半年换一次导轨滑块
使用威洛博 VGTH:1.5 年未出现卡顿
植粉车间粉尘严重
之前模组 2 个月加油一次
VGTH 8 个月加油一次
最终:
维护成本降低:31.8%
停机时间减少:46%
工人维护时间减少:50%+
整体设备稼动率明显提升
五、总结:模组成本的核心不是“买多少钱”,而是“用多久、维护成本多少”
便宜模组:
采购省 10%,维护多花 50%
每隔 3~6 个月要换配件
停机损失更大
威洛博模组:
寿命更长
灰尘进入更少
装配精度高
后期维护成本低
真正让企业节约的,是:
**✔ 更少的维护频率
✔ 更低的停机时间
✔ 更稳定的良品率
✔ 更长的模组寿命**
这就是为什么越来越多设备厂选择威洛博。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
