Modbus转Profinet网关连接TP613三相智能电力仪表与PLC的配置案例 点击:58 | 回复:1

Modbus至Profinet协议转换技术通过转换机制对传统生产模式进行了创新性改造,实现了可编程逻辑控制器(PLC)与测量仪表间的数据通信。该创新的现场应用方案有效解决了PLC与测量仪表间的通信障碍,确保了数据的高速传输和更精确的数据采集。
本研究案例探讨了通过Modbus转Profinet网关实现TP613三相智能电力仪表与PLC的连接配置。研究中所涉及的设备包括西门子S7-1200 PLC、Modbus转Profinet网关以及TP613三相智能电力仪表。研究步骤首先涉及启动PLC的控制软件并添加GSD文件,完成安装后,需在指定地址定位Modbus转Profinet网关模块。
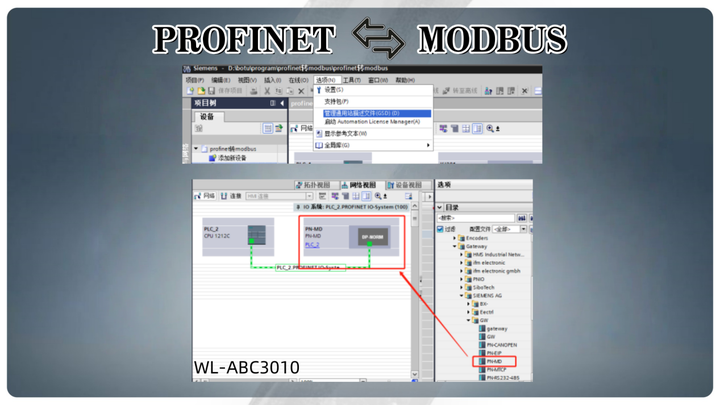
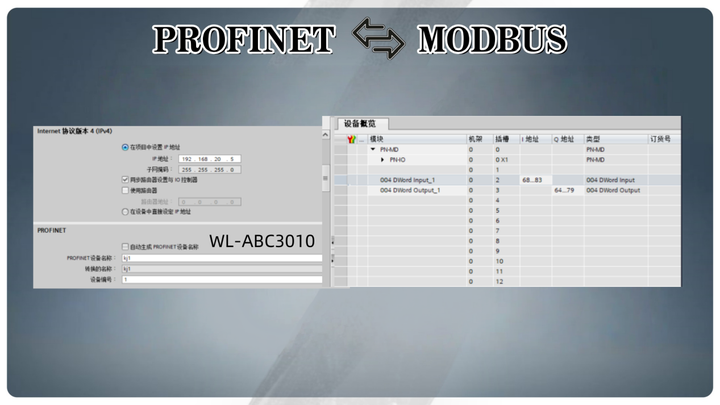
在进行Modbus转Profinet网关的配置过程中,必须确保网关的IP地址与可编程逻辑控制器(PLC)的地址以及计算机的IP地址处于同一网络段内。于设备视图中定位硬件目录,并添加读写数据长度。
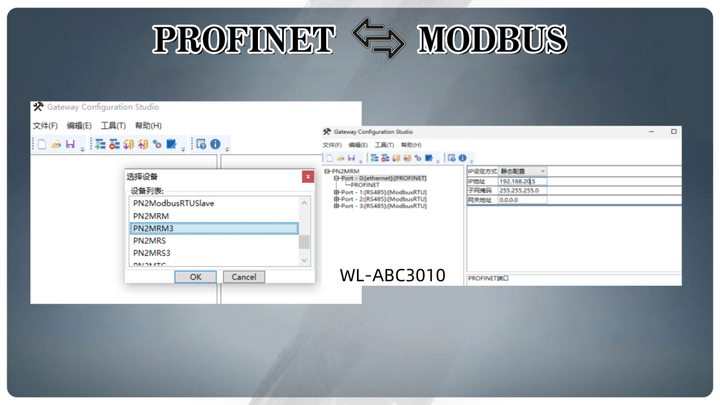
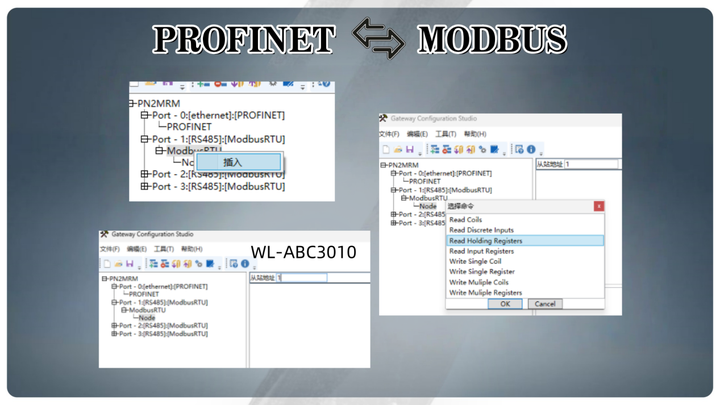
此阶段需安装Modbus转Profinet网关配置软件,开启该软件后新建项目并选取PN2MRM3
首先,必须对PN端的IP地址及设备名称进行配置,确保其与博图系统中的配置完全一致。
于Modbus RTU处点击鼠标右键,选择插入节点,在节点地址栏填写从站地址。若选择的准确性存疑,建议于右侧功能码区域进行核实。
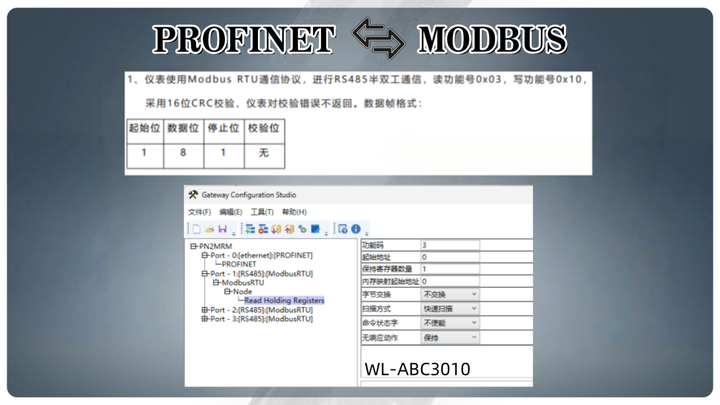
如图所示,展示了Modbus从站所明确的通讯应用格式相关说明。根据案例分析,当Modbus协议的从站地址设定为1,功能码设定为03,并且指定读取2个寄存器时,即可启动Modbus转Profinet网关的配置流程。在手册提供的范例中,起始地址以十六进制形式表示为006CH,需转换为十进制数值108,以实现连续读取从该地址开始的两个寄存器的数据。这些数据随后应被准确填入相应的图表中。
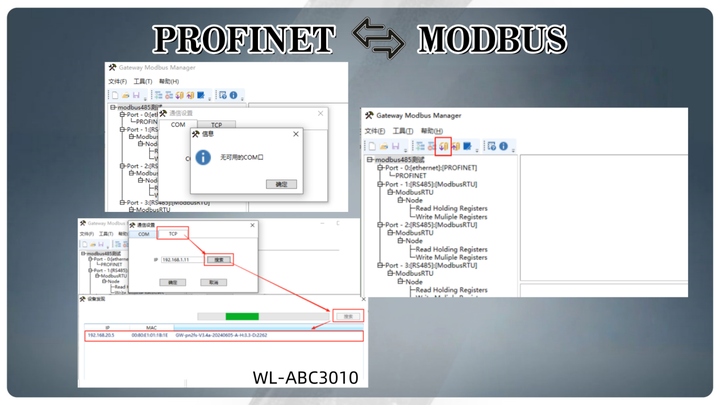
在完成所有所需参数的配置之后,执行下载操作,随后依次点击工具与通讯设置。 当出现“无可用COM口”提示时,点击“确定”。 选择TCP,针对Modbus转Profinet网关实施IP搜索,在搜索获取的Modbus转Profinet网关IP集合里,对目标IP进行双击操作,进而开展下载流程。
利用可编程逻辑控制器(PLC)与Modbus转Profinet网关的集成,实现了工业生产设备间不同通信协议的互操作性转换。此外,通过精细化配置Modbus转Profinet网关,用户得以高效地调整通信参数设置,确保了工业生产现场的稳定性和连续性。





楼主最近还看过


官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
