【正运动技术】前瞻预处理功能 点击:204 | 回复:0

发表于:2025-07-23 17:33:31
楼主
在实际加工过程中,为追求加工效率会开启连续插补,运动轨迹的拐角处若不减速,当拐角较大时,会对机台造成较大冲击,影响加工精度。若关闭连续插补,使拐角处减速为0,虽然保护了机台,但是加工效率受到了较大影响,所以提供了前瞻指令,使在拐角处自动判断是否将拐角速度降到一个合理的值,既不会影响加工精度又能提高加工的速度,这就是轨迹前瞻功能的作用。
运动控制器的轨迹前瞻可以根据用户的运动路径自动计算出平滑的速度规划,减少机台的冲击,从而提高加工精度。自动分析在运动缓冲区的指令轨迹将会出现的拐点,并依据用户设置的拐角条件,自动计算拐角处的运动速度,也会依据用户设定的最大加速度值计算速度规划,使任何加减速过程中的加减速都不超过ACCEL和DECEL的值,防止对机械部分产生破坏冲击力。
前瞻运动指令:
CORNER_MODE=模式值
使用轨迹前瞻和不使用轨迹前瞻的速度规划情况:
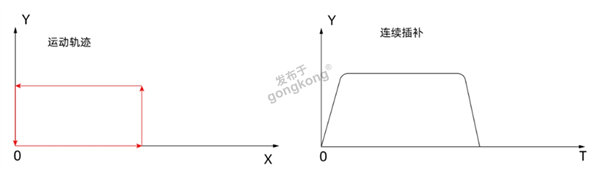
假设运动轨迹如下左图,走一个长方形轨迹,分为四段直线插补运动。
模式一:开启了连续插补后,得出的主轴速度随时间变化的曲线如下右图,主轴的速度是连续的,轨迹拐角处仍不减速,高速运行时拐角处冲击较大。
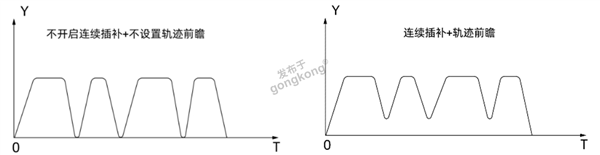
模式二:模式一条件下,关闭连续插补,得出的主轴速度随时间变化的曲线如下左图,每走完一段直线后便减速到0再开始第二段直线运动,加工效率不高。
模式三:模式一条件下,开启连续插补,并设置了轨迹前瞻参数,得出的主轴速度随时间变化的曲线如下右图,拐角处按照一定的比例减速,加工效率比模式二高。





楼主最近还看过
热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
