基于CP1E的欧姆龙PLC以太网模块与上位机触摸屏监控方案 点击:90 | 回复:0


一、行业痛点与需求
在现代制造业中,毛坯自动装框设备的智能化和信息化是提升生产效率和管理水平的关键。然而,传统的欧姆龙CP1E PLC并未配备以太网接口,这使得设备的数据采集、远程监控和编程调试等操作受到极大限制。PLC与上位机之间的通信通常依赖于串行通信,数据传输速度慢,且无法满足现代生产中对实时性和远程监控的需求。此外,设备的信息化管理也难以实现,生产数据无法及时上传到监控中心,管理人员难以实时掌握生产进度和设备运行状态。
为了解决这一痛点,远创智控推出了YC8000-CP欧姆龙PLC以太网模块,该模块专为欧姆龙CP1E等系列PLC设计,能够实现PLC与以太网的无缝连接,满足设备网络监控和生产管理的需求。

二、项目背景
某汽车零部件制造企业引入了一台毛坯自动装框设备,该设备的核心控制系统采用欧姆龙CP1E PLC。为了实现设备的智能化管理和远程监控,企业决定引入远创智控的YC8000-CP欧姆龙PLC以太网模块,以解决PLC缺乏以太网接口的问题。

三、设备选型与配置
1.设备选型
· PLC型号:欧姆龙CP1E
· 以太网模块型号:远创智控YC8000-CPPLC以太网模块
· 触摸屏型号:威纶通TPC7062K(HMI)

2.硬件连接
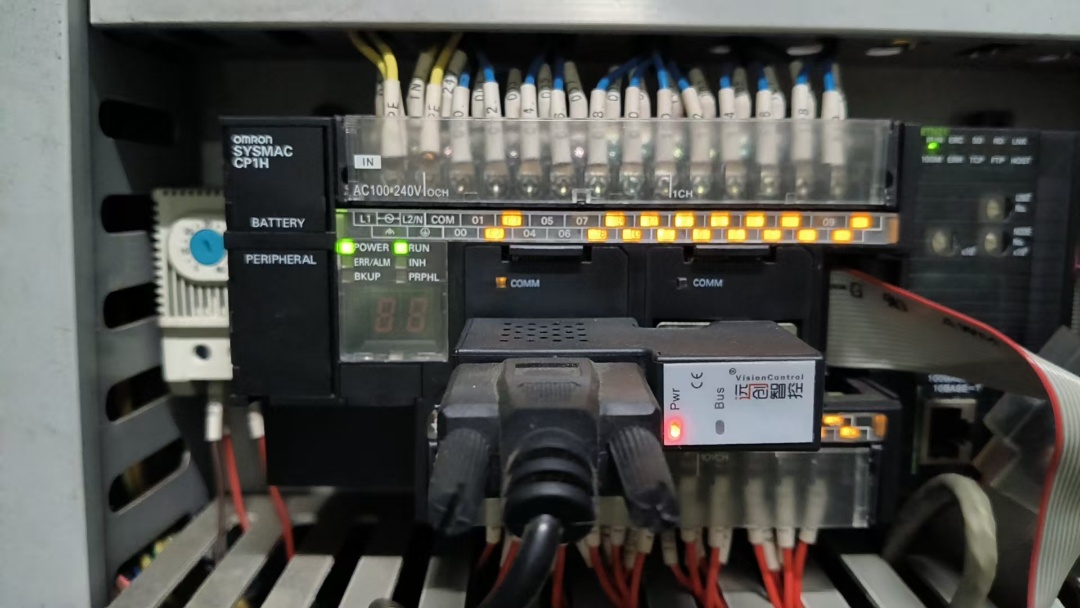
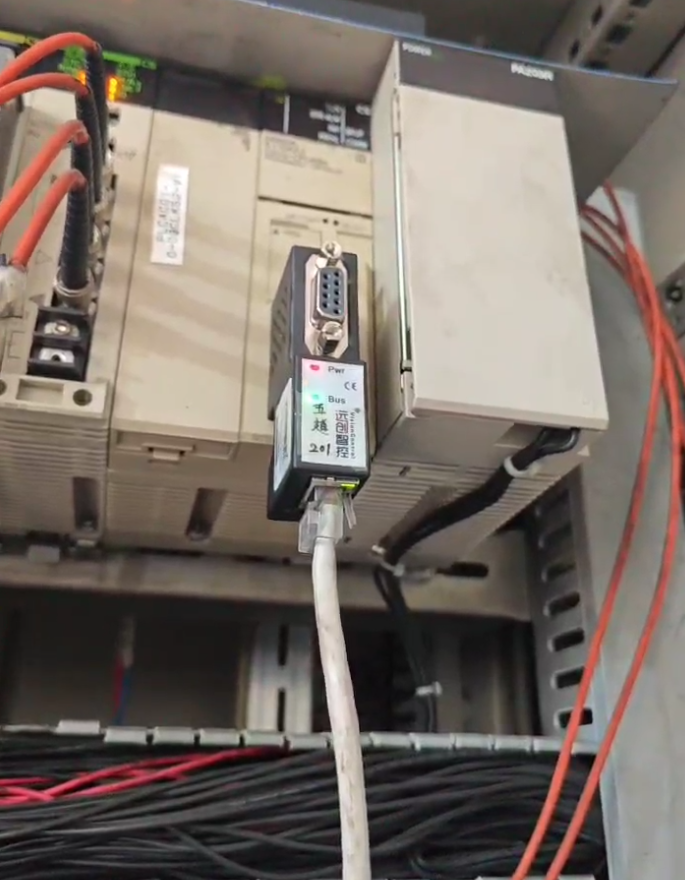
· 将YC8000-CPPLC以太网模块直接插入欧姆龙CP1E PLC的DB9通讯口,无需外接电源。
· 通过网线将YC8000-CP的RJ45以太网口连接到工厂的局域网交换机。
· 将威纶通TPC7062K触摸屏的通讯电缆接入YC8000-CP以太网模块的扩展口。
3.软件配置
· 上位机编程软件:欧姆龙CX-Programmer
· 触摸屏组态软件:威纶通自带组态软件
· 以太网模块配置工具:远创智控调试软件
四、实施过程
1.现场勘查与规划
在项目实施前,技术人员对毛坯自动装框设备的安装环境和网络布局进行了详细的勘查。根据设备的运行需求和网络架构,制定了详细的安装和配置方案。
2.模块安装与调试
· 硬件安装:在设备停机期间,技术人员将YC8000-CPPLC以太网模块安装到欧姆龙CP1E PLC的DB9通讯口上,并连接好触摸屏和以太网线。
· 模块配置:通过远创智控的调试软件配置工具,对YC8000-CP以太网模块进行参数设置,包括IP地址、子网掩码、网关等网络参数。同时,通过模块的Web服务器界面,进一步确认模块与PLC的通信状态。
· 软件调试:在上位机上安装欧姆龙CX-Programmer编程软件,并通过以太网与YC8000-CP以太网通讯模块建立连接,进行程序的上传和下载。同时,在触摸屏上进行组态编程,确保触摸屏能够实时显示设备的运行状态和数据。

3.系统测试与优化
在完成硬件安装和软件调试后,进行了系统的全面测试。测试内容包括:
· 数据传输测试:通过上位机软件和触摸屏,实时读取和写入PLC的数据,验证数据传输的准确性和实时性。
· 远程监控测试:在工厂的监控中心,通过以太网连接到YC8000-CP模块,实现对毛坯自动装框设备的远程监控。
· 故障诊断测试:模拟设备故障,验证系统是否能够及时报警并通知维修人员。
五、项目效果
1.提升生产效率
通过以太网实现了PLC与上位机之间的高速数据传输,生产数据能够实时上传到监控中心。管理人员可以及时掌握生产进度和设备运行状态,及时调整生产计划。例如,设备故障能够及时被发现并通知维修人员,减少了设备停机时间。
2.优化设备管理
YC8000-CP欧姆龙PLC以太网模块支持多种工控软件和协议,如ModbusTCP和FINS协议。这使得设备能够无缝接入工厂的信息化管理系统,实现设备的远程监控和集中管理。
3.提高系统稳定性
YC8000-CP欧姆龙PLC以太网模块采用即插即用设计,不占用PLC通讯口。这意味着在不影响触摸屏正常通讯的情况下,上位机可以通过以太网对PLC进行数据采集和程序调试。同时,模块的自动识别和参数匹配功能减少了配置错误的可能性。
六、总结
远创智控YC8000-CP欧姆龙PLC以太网模块在毛坯自动装框设备中的应用,成功解决了传统欧姆龙CP1E PLC缺乏以太网接口的问题。通过模块的即插即用设计和强大的功能,实现了设备的智能化管理和远程监控。这一项目的成功实施,不仅提高了生产效率和设备管理水平,还为企业的数字化转型奠定了基础。





 工控网智造工程师好文精选
工控网智造工程师好文精选
