伺服压机程序带压力曲线 点击:1417 | 回复:13

工作过程描述:
设备在按下启动按钮(双手启动)后,伺服电机动作通过传动系统将运动传递给滚珠丝杆,滚珠丝杆通过导向系统在竖直方向运动。在进行压装过程中,力传感器实时采集压入力的信号并将信号传送到主控单元,同时位移量的变化通过编码器将信号一同传送到主控单元,由主控单元对信号分析处理,监控整个压装的过程,并通过液晶触摸屏将整个压装过程中力和位移的变化情况反映出来。
设备具有自动判断产品合格与否功能。当压装完成,系统自动根据判定标准对压装产品进
行判断。产品合格时,合格指示灯(绿色)会亮起,合格计数器加1,总数加1,设备自动复位,
取出已压装的工件,进行下一产品压装;产品不合格时,不合格(红色)指示灯亮起,同时蜂
鸣器进行报警,不合格计数器加1,总数加1,取出不合格产品,并把不合格品放入不合格物料箱。
压装控制:
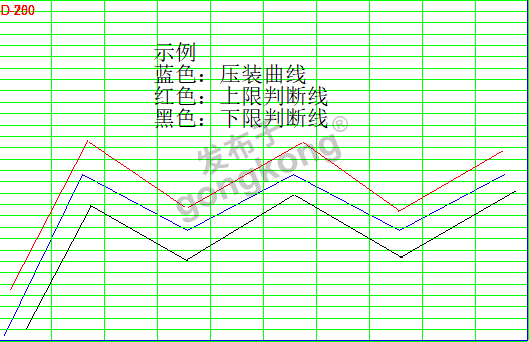
压装控制用于实现设定速度和设定位移下的压装,并设定压装力的允许范围,在压装完成时,立即检测压装是否合格。在整个压装检测过程中实时监测压装过程中的力变化,并记录力随位移变化数据,显示力-位移曲线。压装速度可以设置。
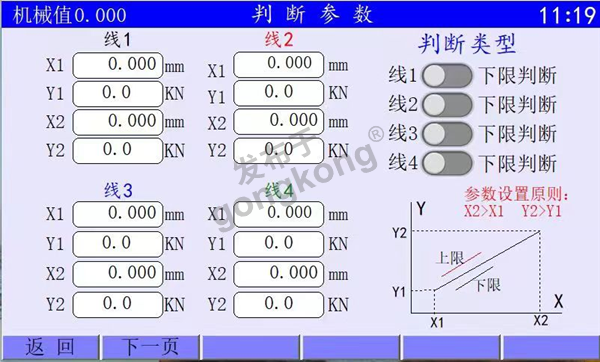
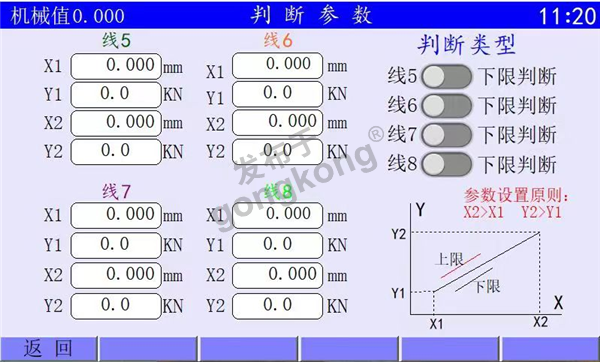
曲线判定模式
设定判定荷重,荷重-位移变化斜率,荷重偏差,设定压入位移,检测起始位移,检测结束位移。产品压装完成后,判定检测起始位移和检测结束位移之间荷重的变化率在设定变化斜率与允许的荷重偏差范围内,判定合格,否则不合格。
位移停止模式:在设定速度下,到设定位移时,立即停止。
 此帖发自小程序
此帖发自小程序





楼主最近还看过

感谢分享原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐
回复本条
-
感谢分享原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐
回复本条
-
感谢分享原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐 原创推荐
回复本条
-
 工控网智造工程师好文精选
工控网智造工程师好文精选
