当遇到辊压机轴承位磨损时可以看看这篇文章! 点击:56 | 回复:0

发表于:2024-01-05 14:21:57
楼主
关键词:辊压机轴承位磨损、1:12锥度轴承位在线快速修复、水泥磨辊压机在线修复
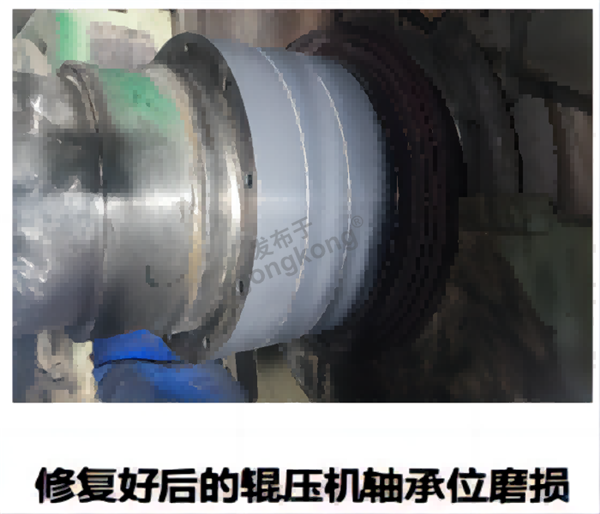
某水泥公司辊压机轴承位磨损,锥度1:12;轴承型号232/750CAK F1/W33/C3, 设备型号RP170-120,修复部位:辊压机非传动侧浮动辊轴承位出现磨损,磨损深度0.5-1mm,局部有沟坑。

采用索雷碳纳米聚合物材料技术修复辊压机轴承位磨损的步骤:
(1)勘察现场,根据现场条件安装吊装葫芦,确保轴承能平稳的推入轴承位。拆卸不相干的零件,露出待修复面,留出足够的操作空间,考虑、确定轴承拆卸时的方法。
(2)清理现场油污杂质,空试轴承,确定轴承位磨损量,确定轴承安装预留位置,确定轴承的吊装方式、所用时间是否满足工艺要求。
(3)表面用氧气乙炔枪烤油,用角磨机打磨掉氧化层,露出金属原色。
(4)用无水乙醇清洗待修复表面,晾干。涂抹脱模剂SD7000。
(5)按比例调和碳纳米聚合物材料,涂覆到待修复表面。
(6)把轴承平稳推入到轴承位,推进过程中轴承不要倾斜。
(7)用轴承压盘把轴承压到指定位置,调整好轴承游隙。
(8)回装辊压机其他部件,完成修复。
(9)开机运行,设备运行良好,待持续观察跟踪。





楼主最近还看过
热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
