解析振镜起点爆点问题及改善方案 点击:1195 | 回复:2

问题背景:
振镜起点爆点问题是在激光器启动时出现的现象,即第一个点的能量过高,可能引发点烧宽等问题。接下来,我们将深入探讨振镜起点爆点问题的根本原因,并向您介绍一项行之有效的解决方案——使用PWM(脉冲宽度调制)技术来抑制激光器的首脉冲,以降低起点能量,提高系统的稳定性。
问题成因:
振镜起点爆点问题的主要成因是激光器在启动时能量输出的不稳定性,导致第一个点的能量异常升高。
解决方案:
使用PWM控制实现激光首脉冲抑制 采用PWM控制来实现激光首脉冲抑制。我们首先使用basic指令编写控制程序,以实现首脉冲抑制的功能。
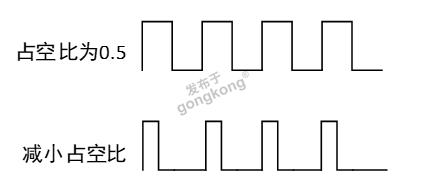
首脉冲抑制:这一方法是将第一个点的功率设定略低于正常工作功率,然后根据实际情况适配随后点的功率。这样的调整能够有效地减少第一个点的能量。在进行功率调整时,我们可以通过PWM调整占空比或者利用模拟量设置来实现。
总结:
通过采用PWM控制技术,我们能够有效地解决振镜起点爆点问题。通过对激光器首脉冲进行抑制,我们能够降低第一个点的能量,从而避免点烧宽等问题的出现。这一技术方案在激光加工、刻蚀、打标等应用中具有重要作用,能够提升系统的稳定性和加工质量。
正运动技术PWM控制指令说明:
1、PWM_FREQ -- PWM 频率
类型 | PWM 控制函数 |
描述 | PWM 频率设置或读取。 PWM 只能通过设置占空比为 0 来关闭,不能通过设置 PWM 频率为 0 实现,不要将频率 设为 0 ,PWM 频率一定要在 PWM 开关之前调整。 |
语法 | PWM_FREQ (index, freq) 或 PWM_FREQ (index)=freq index:编号,从 0 开始 freq:频率,硬件 PWM 1M,软件 PWM 2k |
适用控制器 | 支持 PWM 功能的控制器才支持此函数。 |
例子 | PWM_FREQ (0)=1000 '1K 频率 ?PWM_FREQ (0) |
相关指令 | PWM_DUTY,MOVE_PWM |
2、PWM_DUTY -- PWM占空比
类型 | PWM 控制函数 |
描述 | PWM 占空比设置或读取。 PWM 只能通过设置占空比为 0 来关闭, 不能通过设置 PWM 频率为 0 实现, PWM 频率 |
一定要在 PWM 开关之前调整。 占空比指有效电平占整个周期的比例。
一个周期中先输出有效电平, 再输出无效电平。 PWM 的实际输出受输出口的控制, 必须输出口打开,PWM 才能输出,否则输出被屏蔽 掉。可以先开 PWM 功能,然后再开输出口,这样实现激光电源的首脉冲抑制功能。 | |
语法 | PWM_DUTY(index, duty) PWM_DUTY(index)=duty index:编号,从 0 开始 duty:占空比,0- 1,当设置 0 的时候,PWM 关闭 |
适用控制器 | 支持 PWM 功能的控制器才支持此函数。 |
例子 | PWM_DUTY(0)=0.5 ?PWM_DUTY(0) 打印结果 0.5 |
相关指令 | PWM_FREQ,MOVE_PWM |
规格:激光振镜运动控制器
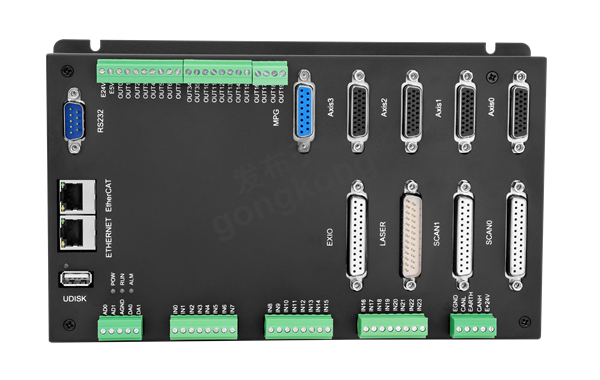
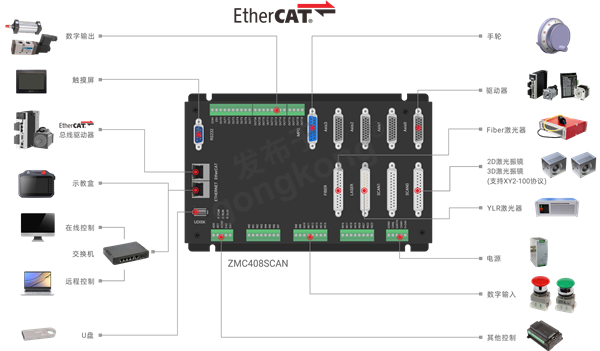
ZMC408SCAN 激光振镜运动控制器是正运动技术推出的高性能总线双振镜运动控制器,专为工业激光+振镜+运动控制方面的应用而设计,通过 EtherCAT 总线和脉冲轴接口能实现多轴运动控制。
ZMC408SCAN 总线控制器支持 EtherCAT 总线连接,支持最快 500us 的刷新周期,支持最多达 16 轴运动控制,支持直线插补、任意圆弧插补、空间圆弧、螺旋插补、电子凸轮、电子齿轮、同步跟随、虚拟轴设置等;采用优化的网络通讯协议可以实现实时的运动控制。
单台电脑最多支持达 256 个 ZMC 控制器同时链接。激光振镜运动控制器支持 XY2-100 的振镜协议,控制器带有 SCAN 振镜接口和 LASER 激光器接口。应用于金属或非金属的大幅面拼接打标及切割、普通振镜打标、焊接及切割、运动轴+振镜轴联动打标及切割、激光打孔成型等场合,可适配光纤、紫外、二氧化碳等不同功能的激光器。





楼主最近还看过

点击正运动技术官网:www.zmotion.com.cn 或拨打 400-089-8936 获取更多学习资料和产品资料
——更多精彩内容请关注“正运动小助手”公众号
——更多精彩产品视频介绍请关注“正运动技术”抖音号

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
