工程师利用新型技术修复破碎机轴磨损大显神通 点击:57 | 回复:0

发表于:2021-12-25 15:23:46
楼主
相信许多设备管理者对破碎机都非常熟悉,它是专门进行破碎物料的一种常用设备。这种常用破碎机出现的轴磨损情况也是让管理者较为头疼的问题。
案例介绍
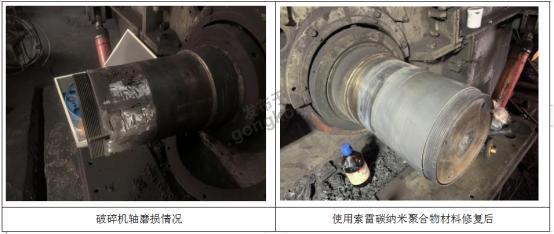
某企业的锤式破碎机出现轴磨损情况,轴径260mm,磨损宽度144mm,轴承型号23152,磨损深度1mm,局部深坑约3mm深。磨损的原因是轴承缺油高温导致轴承发热,根据热胀冷缩原理轴承内圈受热后膨胀变大与轴上轴承位产生间隙后发生了跑内圈的情况,轴承内圈与轴承位摩擦过后产生高温,导致金属融化后互相烧结到一起。
![]()
修复工艺
一般出现破碎机轴磨损的情况,有些企业首先想到一些传统的维修方法,比如补焊、机加工或者直接换新部件,但此设备整体拆卸难度非常大,一般拆卸后只能进行更换,费时费力。企业也想尝试下其他的维修技术,在了解到索雷碳纳米聚合物材料技术只需要把轴头部分露出就可以进行维修后,及时采用了这种新型技术。根据破碎机轴磨损情况采用工装工艺就可以进行修复:
1.到达现场后首先测量后轴肩尺寸确定工装加工尺寸;
2.表面烤油将表面油污烤至碳化处理,然后用刺轮将碳化油污打磨干净后,更换磨光片将表面打磨粗糙确保打磨后无高点;
3.空试工装后,工装内表面涂抹SD7000脱模剂;
4.调和碳纳米聚合物材料SD7101H,均匀涂覆在磨损的轴承位表面;
5.迅速将工装装夹到位;
6.加热轴头促进材料固化;
7.材料固化后拆卸工装测量尺寸无误后,将多余材料打磨去除。
8.加热轴承回装轴承等拆卸部件,加注好润滑脂后开机运行。
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- PLC和伺服的干扰问题
 [1423]
[1423] - 三肯变频器怎么解锁[2045]
- 伺服放大器故障排除[4976]
- 安川伺服通电无显示[6535]
- ACS880变频器参数设置[1550]
- 施耐德61报警INF3[4144]
- 线号管标注的规则[1206]
- 东元变频器维修及参数修改[1546]
- 关于锂电池极耳的焊接[2566]
- 威纶通TK6100i上传问题[3029]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
