【轧机维修】轧辊轴磨损现场修复技术 点击:56 | 回复:0

轧辊是轧机的重要部件,由于轧机的工作环境恶劣,经常会出现轧辊轴磨损故障,而且除了磨损外,还经常出现裂纹、断裂、剥落、压痕等各种局部损伤和表面损伤。
![]()
轧辊轴磨损的常见原因:
1.轧制过程中大量冷却液喷射在轧辊上加以冷却,但是轧制过程中处在周期性的加热和冷却的曲线变化中,轧辊辊面、轧辊轴承位及轧机各种配置都因为周期性热冲击的接触应力,性能产生退让,故而产生磨损。
2.轧件与轧辊瞬间接触,滑行速度惯性形成的相对速度大,而且在轧辊入口、中性点、出口三个位置,轧辊轴承位与轴承做功时的承受力完全不同。同时轧件行进过程中摩擦力具有明显的负阻尼特性,从而导致轧辊自激振动的产生,正是轴和轴承在这种微小振幅的相对振动下而产生微动磨损,会随着轧制次数和时间顺延而加剧。
3.现在轧机普遍使用乳化液作为工艺润滑剂,在乳化液的化学作用下,加剧了轧辊金属材质的磨损过程,特别是高温作用下对金属的渗透性腐蚀。
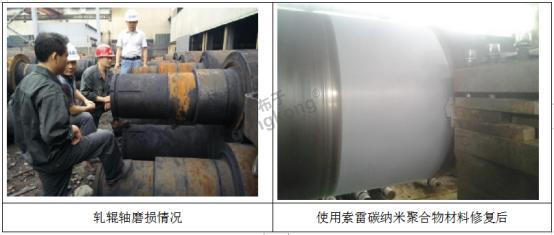
某钢铁企业的热轧宽带精轧机轧辊轴承位经常出现磨损问题,相关数据:轴颈500mm,轴承位宽540mm、磨损尺寸0.1-1mm不等。企业采取过多种方法进行维修,由于效果不理想只能作报废处理,对企业的生产成本造成较大影响。后续得知索雷碳纳米聚合物材料技术可以进行修复,便采用了该技术。该技术修复过程中不会产生高温,设备本体不受损伤,且修复过程不受磨损量限制。详细修复步骤如下:
1. 使用氧气乙炔将轴承位表面油污烤干净,直至无火花四溅,表面干燥;
2. 将轴放在机床上固定好,将轴承位表面粗车一刀,表面越粗糙越好;
3. 按照比例调和SD7101H材料,调和均匀,无色差;
4. 然后将材料均匀的涂抹到整个修复表面,确保填充密实无气泡;
5. 材料固化:建议使用碘钨灯加热固化材料。
6. 材料固化后,满足机加工条件,进行精加工,达到要求的尺寸;
7. 机加工修复完成后,热装轴承。





楼主最近还看过
- 关于富士道闸的问题
 [1492]
[1492] - 求教三相220V/440V/60HZ ,改...[5694]
- 请教三菱MR-J2S-200A伺服驱动...[19917]
- 单相交流调压(感性负载)电流...[1343]
- 施耐德61报警SCF4[1604]
- 汇川变频器出-H-C-代码求助[1681]
- 普通变频器如何将220V输入变...[10386]
- LD75P4块与MR-JE-20A接线图(...[1470]
- 西门子PLC313误报警[1587]
- MCGS与宇电仪表怎样设置通讯...[1914]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
