几大案例讲解破碎机轴磨损的原因及维修方案 点击:96 | 回复:0

破碎机设备作为矿山开采的主力设备,主要针对大小不一的石料进行破碎,大的用颚式破碎机,其他的根据出料的要求,自行选择多个型号的破碎机。而破碎机在长期的使用中,受各种因素的影响,经常会出现轴磨损的故障,下面我们通过几大案例讲解下破碎机轴磨损的原因及维修方案。
案例一:
某企业的锤式破碎机产生了轴承位磨损,设备数据:轴径240mm,轴承型号22348CAK/W33,磨损宽度160mm,磨损深度单边0.3mm。破碎机轴磨损主要原因为轴承高温后轴承滚珠与内圈抱死导致轴承内圈与轴直接摩擦产生磨损。
![]()
案例二:
某环保科技公司的双驱破碎机出现轴承位磨损严重的情况,该设备转子轴两端用皮带轮驱动,单台电机功率220KW,皮带轮与轴径的配合为锥度配合带键槽。破碎机轴磨损的原因是:轴承是因为在新设备安装后忘记添加润滑脂导致的轴承高温烧灼。拆卸轴承及轴承座后发现轴承内圈已经烧结到轴径上,同时后轴肩前端密封部位出现磨损。轴承内圈割下后轴承位磨损严重沟槽较深,前端有挤出的高点,鉴于此种情况预判轴在烧结过程中已经造成一定弯曲情况。

案例三:
某钢铁企业的锤式破碎机轴磨损,设备数据为轴承型号:22236CA/W33;修复宽度:80mm;轴承位原始尺寸:φ180mm;转速600r/min;磨损深度:单边磨损2.5mm。产生磨损的原因是轴承未及时更换,早就有了跑内圈的情况,只不过不严重未及时发现,在更换轴承的时候没有核实轴承位过盈量,换上第二盘轴承跑内圈,导致磨损加剧。

破碎机轴磨损维修方案:
基于以上几个企业的案例,都是停机检修时间有限,传统的维修方法都无法满足企业的需求,而且修复效果也不良好。在了解到索雷碳纳米聚合物材料能够现场快速维修后,都及时采用了这种快速有效的方案,通过现场快速施工即可对磨损的轴承位实现在线修复,有效避免因设备的长期停机、停产而带来的效益损失,也避免了运输成本、吊装等综合费用。几个案例的维修步骤都是经过以下几步就完成了:
(1)轴承位进行烤油,并用工具对磨损表面打磨处理;
(2)用无水乙醇清洗轴承位;
(3)空试工装无误后,工装内表面刷脱模剂SD7000备用;
(4)空试无误后,拆除工装无水乙醇擦拭后刷脱模剂SD7000备用;
(5)调和SD7101H材料涂覆在轴修复面上以及工装修复面上,保证材料密实度;
(6)安装工装到位后加热轴头加温固化,拆卸工装核实尺寸,加热轴承后安装到位。
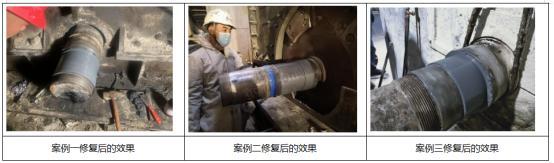
看看几个案例修复后的效果图:





楼主最近还看过
- 伺服控制柜安装后,输入三相电...
 [2162]
[2162] - 西普软启动缺相故障是怎么回...[1613]
- 西门子变频器G120C没有反转?...[1989]
- LD75P4块与MR-JE-20A接线图(...[1470]
- ABB刹车电机三种工作制S1,S2...[1314]
- 三相电源无法运行多台单相电...[2141]
- 谁有中达DUM94A-48的协议文本...[1203]
- 两例安川伺服驱动器异常报警...[2546]
- 欧陆变频器EV100 AI2参数调...[1275]
- CREMATE人机界面无反应[4304]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
