快速抢修氢气压缩机轴承位磨损故障 点击:68 | 回复:0

发表于:2021-08-06 14:56:38
楼主
氢气压缩机是通过改变气体的容积来完成气体的压缩和输送过程。某企业锥体式液环氢气压缩机检修时发现支撑侧轴承位磨损严重,设备转速1450r/min,轴颈尺寸Ø55mm,磨损深度1-2mm左右,磨损宽度:50mm;已经严重影响设备的安全连续化运行,对于后期的安全生产带来极大的安全隐患。

氢气压缩机轴承位磨损原因分析:
锥体式压缩机则可采用侧面或上部进气,下部排气结构。氢压机在运行过程中,主轴两端需要采用机械密封防止设备内的液体外泄,由于轴承使用寿命问题或机械密封静环配合问题等因素,造成机械密封静环在运行过程中卡死或松动,与主轴之间产生相对运动,机械密封中的O型圈长时间与主轴摩擦造成主轴机械密封部位出现沟槽状磨痕,最终造成密封不严出现液体渗漏现象。
在了解了原因之后,就该选择合适的修复技术了,而目前比较快速的方法就是利用索雷碳纳米聚合物材料修复技术,分析并制定针对性的修复方案,首先保证修复精度,其中包括修复后的表面粗糙度和同心度要求,同时根据设备的运行环境针对性的选择碳纳米聚合物材料,满足现场工况环境下长期运行的需求。仅用时4小时便完成了氢气压缩机轴承位磨损的修复工作,并开机运行。现场修复步骤如下:
1、根据现场测量实际尺寸制作加工对应的修复工装;
2、进行表面除油处理,表面粗化处理;
3、调和并涂抹碳纳米聚合物材料,用修复工装恢复磨损的轴承位尺寸;
4、材料加热固化后,拆卸修复工装后去除挤出的多余材料并检测尺寸精度;
5、检查修复面,然后二次涂抹材料并热装轴承完成修复。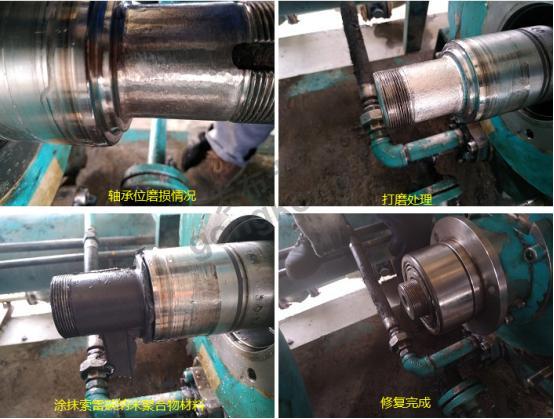





楼主最近还看过
热门招聘
相关主题
- 关于三菱CC-Link通讯故障的问...
 [2893]
[2893] - 伺服电机正反转问题[1185]
- ABBacs510变频器恢复出厂设置...[3750]
- 我安装的AB软件打开时提示LO...[8760]
- 汽轮机DEH系统故障情况分析及...[1721]
- 干结点如果转换为湿结点[1433]
- 用电跳闸是怎么回事[1426]
- 请问各位!DOP-B10S411触摸屏...[9558]
- 安川CP717软件中的函数功能F...[1268]
- 发动机转速传感器脉冲信号如...[1409]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
