破碎机轴径磨损不用拆卸就能维修的方法 点击:101 | 回复:0

破碎机轴径出现磨损的原因有很多,但是最主要的原因就是用来制造轴的金属特性决定的,金属虽然硬度高,但是退让性差(变形后无法复原),抗冲击性能较差,抗疲劳性能差,因此容易造成粘着磨损、磨料磨损、疲劳磨损、微动磨损等。
一企业的废钢破碎机轴径磨损严重,具体设备数据如下:
轴承型号:23272
轴承位尺寸:360mm
转速:600r/min
磨损宽度:232mm
磨损量:1-2mm左右

破碎机轴径磨损后如何修复?
1、拆卸后补焊、热喷涂及电刷镀
补焊工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且需要花费较大的人力和时间对设备进行拆卸、运输和安装,修复时间较长,综合修复成本高;电刷镀的方式只适合磨损量很小的情况,在应用方面局限性较大。
2、借助索雷碳纳米聚合物材料不拆卸现场快速修复
这是近几年国内兴起的一种全新检修模式,其原理是利用碳纳米聚合物材料渗透形成的作用力使其与修复部件形成优异的附着力,材料具有优异的物理性能可满足设备在运行中承受的各种复合力的要求。
通过现场快速施工即可对磨损的轴承位实现在线修复,有效避免因设备的长期停机、停产而带来的效益损失,也避免了运输成本、吊装等综合费用。该技术不存在热应力等问题,可以有效避免轴的二次磨损,提高设备使用寿命。修复后轴面与轴承的接触面面积接近百分之百,能够形成更好预紧力。具体维修步骤如下:
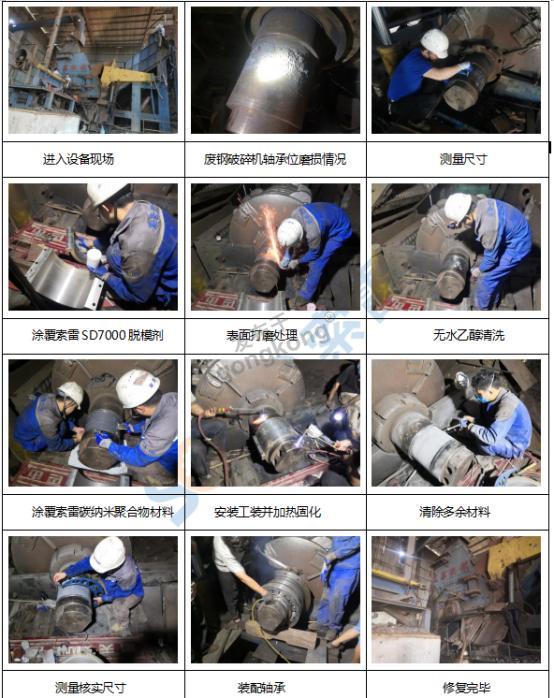
(1)使用磨光机进行表面处理,去除表面高点;
(2)测量轴径尺寸,依据尺寸加工工装;
(3)空试工装,保证工装完全合适 ;
(4)工装内表面涂覆SD7000脱模剂,晾干,备用;
(5)使用无水乙醇进行清洗,保证表面干洁;
(6)按比例调和碳纳米聚合物材料,至均匀无色差;
(7)涂覆材料,先打底然后直接涂覆,涂覆时要均匀;
(8)快速装夹工装,材料固化后拆除工装并测量修复后尺寸;
(9)清除多余材料准备回装轴承,装配轴承,修复完毕。





楼主最近还看过
- 本特利3500系统转速模块50M故...
 [1164]
[1164] - 用电跳闸是怎么回事[1426]
- 三垦变频器IPF-160k报LUN和L...[1934]
- 星三角启动主线路不同接法有...[2382]
- 用组态王读数显表怎么读不出...[1252]
- 松下A6伺服modbus通讯,为什么...[1335]
- 皮带秤测速传感器故障解析[1344]
- ABB机械手orient指令怎么用[2586]
- 力士乐F2174报警[2088]
- 接近关开跟接触器线圈问题[2806]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
