几大经典案例教你如何修复烘缸轴头磨损故障 点击:126 | 回复:0

纸机烘缸是造纸行业常用的机械设备,设备在长期的运作中,经常会有传动部件磨损的情况。根据我们多年的烘缸轴头磨损修复经验,根据现场各种磨损情况,分析总结出以下几点磨损原因:
1、烘缸轴承位工作温度高。烘缸轴承处在密封环境中的正常运行温度在80℃以上,轴承的各个构件都会因此受热膨胀,所以在运行过程中轴承的径向游隙尺寸比常规理论游隙更大。
2、烘缸缸体烘干纸张时挥发湿气较大,密封不严生产中飞溅的纸毛会侵入轴承,且无法清除,进入滚珠致使轴承润滑效果下降,滚柱运行阻力增大摩擦内圈,使内圈受热膨胀出现间隙,造成磨损。
3、润滑油由于工作环境温度高,有机油类会逐渐分解、逐渐老化,运转中会析出黑色碳粒子悬浮在润滑油内,这些悬浮物会在润滑过程中到处积聚沉淀。
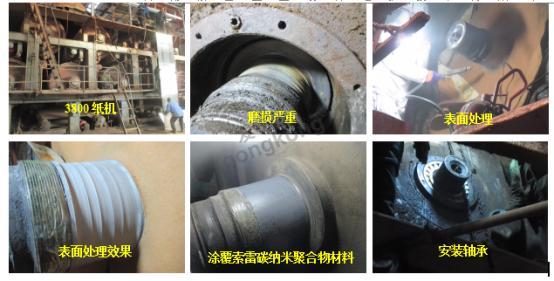
对于烘缸轴头磨损修复,传统技术一直延续着刷镀、补焊、更换等措施,但因复杂的工艺条件和现场环境而受到限制,对于突发紧急、拆卸复杂等工况无法有效解决。索雷碳纳米聚合物材料修复是目前国内比较成熟的快速修复方法,无论是修复效果还是维修费用都远胜过传统修复方法,维修时间快速、工艺简便。具体的修复步骤如下:
1、表面处理:表面烤油、打磨,去除油污及氧化层,使得表面粗糙干净;
2、表面清洗:使用无水乙醇彻底清洗表面;
3、严格按照比例调和碳纳米聚合物材料,并均匀涂抹于轴的表面,涂抹厚度大于单边磨损尺寸;
4、材料加热固化后,去除多余材料;
5、按照轴承游隙标准紧固轴承,完成修复,开机运行。
烘缸轴头磨损修复的几个经典应用案例:
一、2400纸机烘缸:轴承位1:12锥、轴承型号23148cck/c4w33、轴径240~250mm、轴承宽度240mm、磨损深度0.5-1mm、温度135℃~150℃。
![]()
二、3800纸机:轴颈1:12锥、¢240-250mm,磨损尺寸5-10mm,磨损宽度128mm,温度135℃~150℃,轴承型号23148cck/c4w33。
三、企业烘缸的工作温度为170℃,轴直径220mm,单边磨损深度达4mm,锥度1:12,轴承3系列轴承3144。
![]()





楼主最近还看过
- 影响电机发热因素及处理方法
 [1818]
[1818] - 电脑与电器设备485通讯时上电...[1394]
- 这个是什么公司的商标?[1199]
- s7-200smart与电脑连接[2884]
- 为什么不能买便宜的变频器?血...[2133]
- 求win10版本的三菱plc编程软...[10741]
- 基恩士plc报警代码[5203]
- 我安装的AB软件打开时提示LO...[8760]
- 380V变220V的变压器原边和次...[1629]
- 涂布线放卷张力控制分析[1987]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
