6300吨螺旋压力机轴颈磨损现场轻松修复解决 点击:86 | 回复:0

发表于:2021-04-09 16:12:46
楼主
螺旋压力机主要应用于进行各种高、中、低档耐火材料的成型产品加工,或各种金属材料产品的加工成型。一般由于压力机运行过程中承受高载荷和巨大冲击,经常会出现轴颈部位磨损。某企业最大的6300T螺旋压力机,螺旋轴的轴头与配合飞盘内孔都有较为严重的磨损,并且产生了跑键现象,但由于设备庞大,拆卸修复是十分困难的,因此采用了索雷碳纳米聚合物材料修复工艺对设备现场修复。

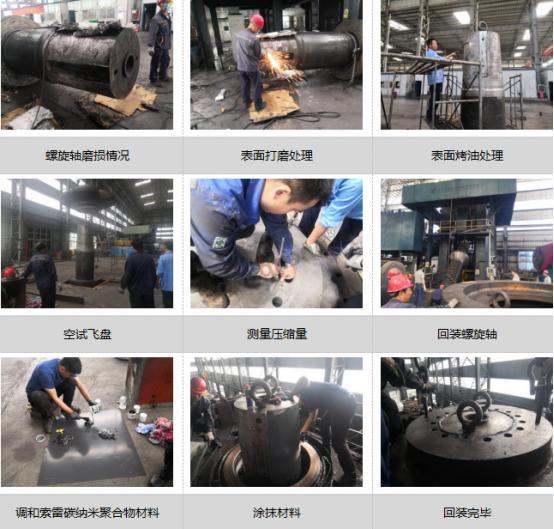
螺旋压力机轴颈磨损现场修复过程:
1、首先对螺旋轴颈磨损部位进行表面烤油处理,再用角磨机把轴上所有高点去除干净,并对表面进行粗糙处理;
2、空试飞盘,确定预紧量是否合适;
3、不断空试打磨,确定预紧量后,开始回装螺旋轴;
4、按比例调和索雷碳纳米聚合物材料,调和至均匀无色差,同时在飞盘孔内涂抹SD7000脱模剂;
5、用无水乙醇清洗待修复部位,确定无油污后,将材料均匀涂抹至待修复部位;
6、回落飞盘,待材料固化后紧固螺栓到指定位置,完成修复;
采用此技术快速轻松的为企业解决了螺旋压力机轴颈磨损问题,大幅缩短企业停机停产时间,降低因突发性或重大设备问题造成的损失。
新型工艺修复螺旋压力机轴颈磨损的一些优势:
一是该修复技术从本质上区别于传统修复工艺,完全不能依靠金属的思维去对待;
二是机械运行中,主要受各种压力和冲击的影响,该技术讲究的是综合力学性能,即具备金属所具备的弹性变形和韧性、刚度等,同时也具备金属所不具备的退让性能,也就是说材料不具有金属疲劳的特性还具有良好的抗压性能,完全可以满足各种轴类运行压力和强度需求。另外材料由于是膏状,所以修复后可以完全做到100%的面配合,避免了间隙的产生。





楼主最近还看过
热门招聘
相关主题
- 普通变频器如何将220V输入变...
 [10386]
[10386] - 万用表蜂鸣档测通断,断断续续...[16356]
- 西普软启动缺相故障是怎么回...[1613]
- 线号管标注的规则[1206]
- robotstudio密钥如何获得[3919]
- 就显卡温度居高不下,那么问题...[1283]
- 伦茨8400变频器驱动故障指示...[1892]
- 西门子430变频器,W相无输出,...[1995]
- 单片机课程设计密码锁[2091]
- 1000kva变压器上气体继电器与...[1362]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
