海康威视&雅马哈RCX340标定流程笔记 点击:1568 | 回复:3

海康威视&雅马哈RCX340调试流程笔记
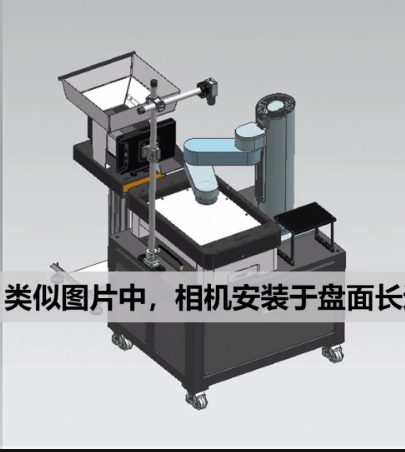
首先:相机的安装,通过相机标准安装孔位固定,一般安装于料盘的长侧边,相机中心安装位于盘面中心的正上方,安装的高度满足盘面尽可能充满整个视觉界面,保证相机像素的充分利用
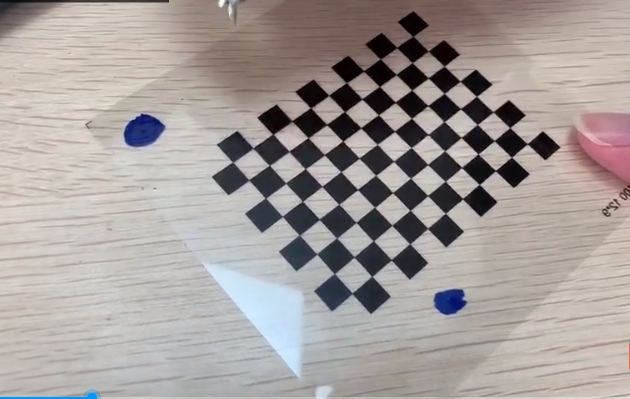
先用一个一小块小纸头(简易示教纸),在纸头上用标定头戳一个小孔,小一点比较好,如果是白色或者透明塑料什么的,要把孔位周边涂一些深色以方便区别,然后把他放到平台上

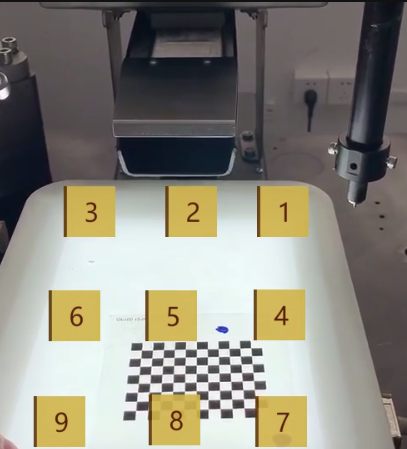
先机械手上更换示教用的示教头,操作机械手,把尖头戳到纸头的小孔上,先旋转360,看示教头对标定孔是否有偏移,如果没有偏移说明同心度完好,记录X,Y的坐标,然后移开机械手,用相机拍照,瞄准小孔的中心做一个点,记录相机的这个坐标,这样就记录了一组坐标数据了,连续这样记录9组,9组点位分别以田字形排列,上中下,左中右,这样能平衡标定的误差,记录后可以先测试一个点看相机坐标是否跟机械手的一样
然后把机械手移到放料的一个工位,移到大概相机瞄准的中心位,大概对一下,然后旋转到0度,移到凹面的最上端,记录下这个点,作为放料位的原始位,然后机械手断电,手动移动到取料盘面的任一位置,上电然后手动Z轴到贴合盘面,这时候可以记录下机械手的深度Z方向数据,因为深度是机械手自己控制的,另外也要记录这时候的XY位置,用来对比相机位置
接下来要放开吸真空,如果东西太轻最好压一下再放开吸真空,慢慢手动移机械手,让开拍照位置,相机拍照,然后调校刚才机械手的坐标,这时候就能体现精度的时候了,0.01mm左右算好的了标定成功,0.1精度误差已经很大了,基本上就不行了
整个调试就差不多了,下面就要开始跑了,刚开始速度一定要慢,慢慢加速,不然容易撞到东西,可以设置断点放置程序跑飞,开始程序调试的时候,要注意机械手目前的位置,防止程序执行时,移动到其他位会干涉,整个取料放料1.3秒,加上相机拍照300ms曝光200ms整个估计要500ms
了解最新工控PLC,上位机,机器人,通讯等实例测试笔记~~请关注百家号或头条号--老王工控笔记





楼主最近还看过


- 提供modbus中文说明书
 [28051]
[28051] - 计算机维护及故障处理大全[6021]
- 工控初学者看过来[3438]
- 提供数据采集卡资料[9847]
- 津景压滤机程序图[3488]
- 高压开关柜基本知识[3110]
- 话说米思米等一些日本网站样...[5843]
- 电气工程师培训PPT教材[5150]
- 免费赠送西门子各种资料 愿意...[6771]
- 松下资料免费交流[4144]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
