如何有效提升瓶盖类注塑模具质量和生产效率? 点击:212 | 回复:0

前言:我们知道瓶盖是食品药品包装中重要的一环,也是消费者最先与产品接触的地方,而瓶盖具有保持产品密封性与稳定品质的特性,还具有防盗开启及安全性方面的功能,因此广泛的应用在有内容物之瓶装产品上,所以瓶盖为食品,饮料,药品,酒,制药业的上游产业,是塑料瓶容器包装之重要零部件。瓶盖产品市场的需求稳定,并且呈现出逐年上升的趋势,塑料瓶盖的质量稳定,市场占比也逐渐提升。
传统机加工如何突破困局?
注塑瓶盖的市场份额逐逐渐扩张,而随着消费者日益增长的外观需求,瓶盖的作用不仅仅体现在密封性上,他们更加注重产品外观,如造型、精致、光洁度等。那么势必对瓶盖的生产技术造成冲击,如何在保障质量的同时提高生产效率,成为了瓶盖模具制造的技术难题。
吸料机将混合好的材料吸入注塑机炮筒,在炮筒内加热到熔融塑化状态后,注射到模具型腔中,在型腔中冷却定型、脱模、再经过切环加垫,完成注塑生产,这便是注塑盖生产工艺流程。那么冷却定型成为影响注塑产品成型时间的重要一环。而冷却水路是模具的重要组成部分。瓶盖质量好坏,速度快慢,大多取决于冷却水路。
传统制模中,冷却水路一般通过CNC加工方式,冷却水路只能通过铣床钻孔的方式加工产生内部水路网络,并通过内置止水栓和外置堵头的方式来调整水路流向。这样就导致水路布置有很大的局限性,水路只能为圆柱形直孔,无法百转环绕于模具内腔之中。当遇见形状复杂的模具产品时,传统水路无法完全贴近注塑件表面,冷却效率低且冷却不均匀,导致注塑周期长、产品变形量大。
 图1:传统水路3D模型图
图1:传统水路3D模型图
在最开始生产饮料等塑胶盖与爪盖时,传统水路还是能够胜任的,但随着产品包装造型越发复杂,瓶盖的形状也越来越独特,形体凹凸不平,导致传统水路的冷却作用捉襟见肘。
新征程:3D打印获取创新的契机
但随着3D打印技术的发展,特别是金属3D打印(SLM,选择性激光熔化)技术发展至今已经相当成熟,SLM技术现在已广泛应用于航空航天、医疗制造业中。在航空航天领域,GE用验证机对35%的3D打印零部件进行了验证、C919对3D打印件进行的大规模使用。
而瓶盖模具技术,也因为3D打印迎来了新生。3D打印技术又称为增材制造,是一种采用材料逐层累加的方法制造实体零件的技术,相对于传统的材料去除——削切加工技术,增材制造是一种“从无到有”的制造方式。
针对化妆品瓶盖造型,通过这种逐层累加的3D打印技术,可以制造出一种无所不能的冷却水路——随形水路,它可根据产品轮廓的变化而变化,到达模腔任何地方,模具内部将无任何冷却盲点。(如下图)
 图2:随形水路3D模型图及侧截面图
图2:随形水路3D模型图及侧截面图
运用这种水路,它可以使瓶盖能加快冷却速度,缩短产品的成型周期,此外,冷却均衡,减少产品缺陷,提高产品良率。
然而这种技术的革新,真的能给企业带来如此优势?很多人保持着观望的态度。在笔者了解的情况中,自2015年起通过这种技术做模具的企业如雨后春笋纷纷浮现,但质量参差不齐,难以辨别,但大浪淘沙企业是否能走到最后还是要考关键——技术!
2018年-2020年三年间有一家企业却厚积薄发,迎潮而上。他们凭借高瞻远瞩的战略眼光,
于2007年便成立了上海毅速激光科技有限公司,通过3D打印技术开发与应用致力于注塑模具前沿技术的研究与开发,率先对这种技术做出了研究。
针对目前化妆品瓶盖模具的两种水路:传统水路与随形水路,毅速的模流分析师使用Autodesk Moldflow软件分析出化妆品瓶盖在两种水路中的:镶件温度、冷却时间、模温状态等数据。从而得出随形水路是否真的拥有奇效。
案例分析——化妆品瓶盖
案例分析:
产品名称:化妆品瓶盖
项目难点:热流道倒装设计空间受限,导致传统水路无法实现,此外产品成型周期过长,产品浇口处易烫伤。ESU毅速设计师将公模仁镶件采用3D打印实现随形冷却,热嘴套镶件走随形水路,在产品材质上使用毅速研发的3D打印专用金属粉末ESU—EM1913D打印模具不锈钢粉末进行打印。
在随形水路形成后,将应用随形水路与传统水路的数据进行模流对比:
模流分析图:
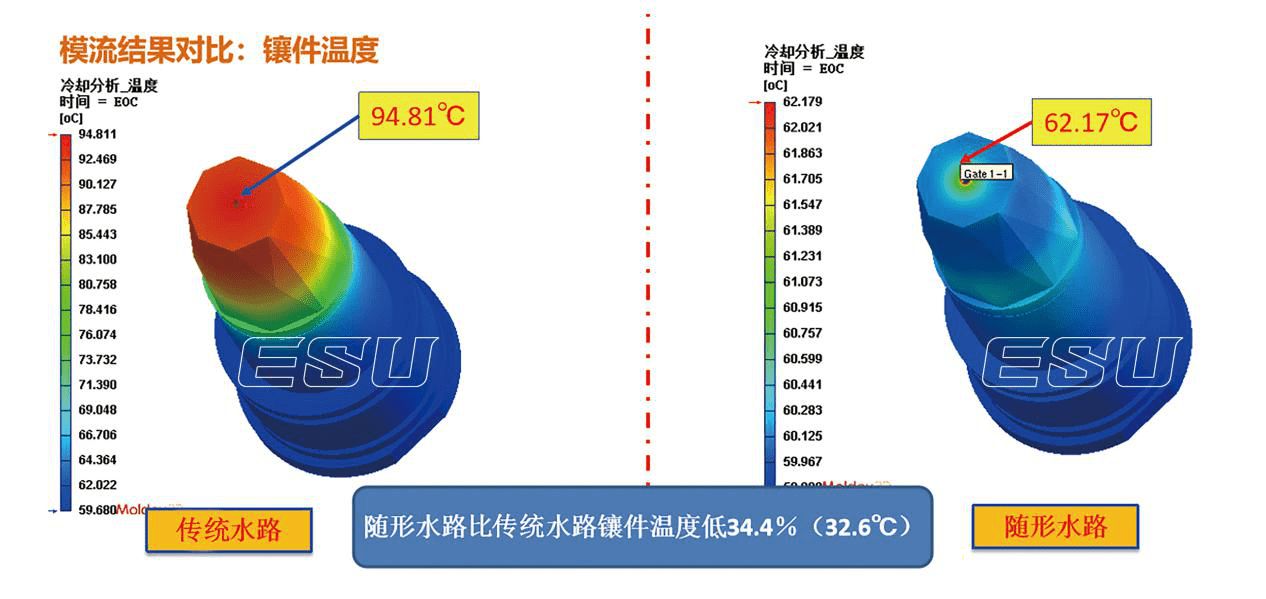 图3:毅速ESU化妆品瓶盖传统水路与随形水路镶件温度对比图
图3:毅速ESU化妆品瓶盖传统水路与随形水路镶件温度对比图
从模流分析图上显示:化妆品瓶盖顶部温度最高,应用传统水路镶件温度最高94.81℃,而应用随形水路镶件温度最高62.17℃,随形水路比传统水路镶件温度低34.4%(32.6℃)。从上述的模流分析数据我们不难得出结论:应用随形水路能够使模具顶出时温度更低,有利于缩短零件顶出时间。
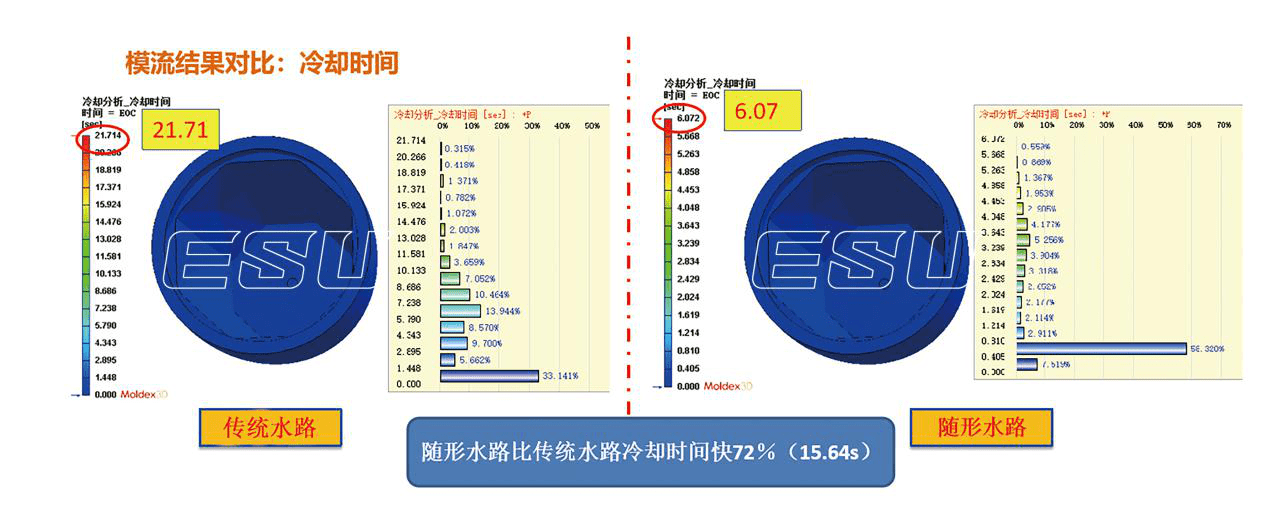 图4:毅速ESU化妆品瓶盖传统水路与随形水路冷却时间对比图
图4:毅速ESU化妆品瓶盖传统水路与随形水路冷却时间对比图
产品的冷却时间与产品的顶出成型时间有着直接关系,从图2的数据表明,应用传统水路化妆品瓶盖的冷却时间需21.71s,而随形水路仅需要6.07s,单个瓶盖的时间就可以缩短72%(15.64s),可想而知,化妆品瓶盖制造商使用应用了随形水路的模具时,瓶盖的产出速度,成型周期将会是多么快,这为制造商带来多大的经济效益。
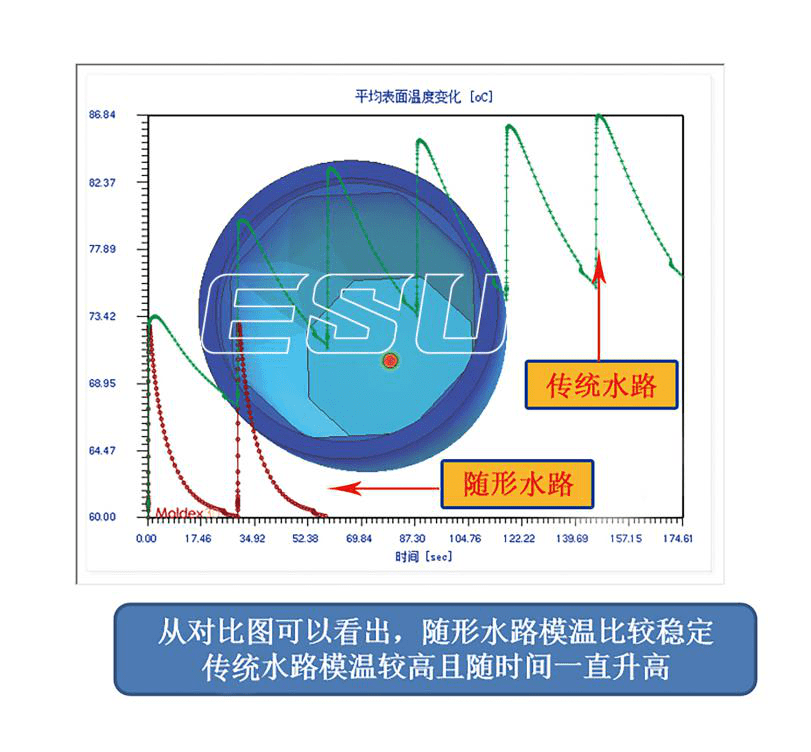 图5:毅速ESU化妆品瓶盖传统水路与随形水路模温周期对比图
图5:毅速ESU化妆品瓶盖传统水路与随形水路模温周期对比图
图3是化妆品瓶盖的模温周期图,它代表着产品平均表面温度变化,X轴为时间,Y轴为温度,从图中的曲线示意图我们可以很清晰的看出,随形水路模温比较温度,而且随着时间的推移,有一个下降的过程,然而传统水路的模温一直较高且随着时间一直升高。
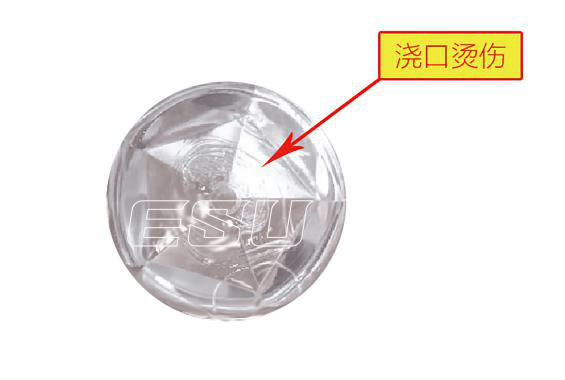 图6:应用传统水路浇口处明显烫伤
图6:应用传统水路浇口处明显烫伤
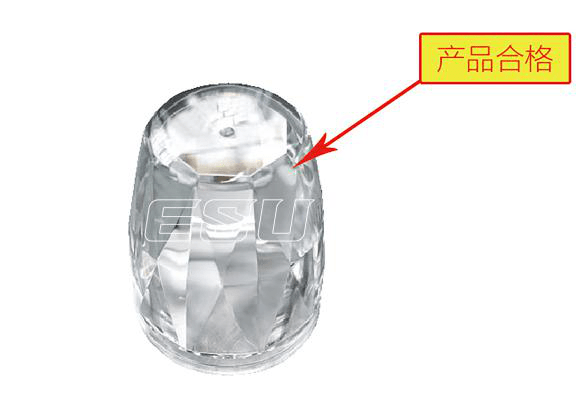 图7:随形水路浇口处无烫痕,产品合格
图7:随形水路浇口处无烫痕,产品合格
图6、图7分别是化妆品瓶盖实际产品图,因为传统水路无法完全覆盖到模具型腔之中,而化妆品瓶盖的顶部正是传统水路无法到达的区域,所以当产品冷却不均衡,顶部温度过高,非常容易造成浇口烫伤,而随形水路运用3D打印技术,可以将水路遍布模具型腔的任意位置,因此冷却均衡,很好的避免了这个问题。
从随形水路与传统水路的几组模流分析对比图上,我们可以很清晰的了解到化妆品瓶盖生产过程中的镶件温度、冷却时间、模温周期各自是怎么样的一个变化。从这场分析中我们可以总结以下几点:
1、根据注塑件形状复杂程度,可降低冷却时间20%至50%;
2、根据注塑件形状,可减少变形量15%至90%;
3、模具成本略有增加,但综合注塑产能、良品率等因素,最终效益大幅提高;
4、随形水路应用范围广,可用于多数注塑件的冷却优化。
随着经济水平的日益提高,消费者不仅仅只关注产品的实用性,而外观、结构等外在因素也同等重要。市场需求决定产品研发,作为模具制造供应商如何通过提升自身技术实力,满足更多客户需求,是我们现阶段思索的一个重要关键点。3D打印技术的研发很好的适用了模具领域的产品应用。那么如何通过3D打印技术去实现包装瓶盖等这类产品生产,使其质量更好,效率更快,ESU毅速的成产模式及领先的技术为我们当下行业树立了一个很好典范。





楼主最近还看过
- 基于三菱PLC与视觉检测的快速...
 [1063]
[1063] - 直线电机双轴联动平台在锂电...[817]
- 推进互联网➕打造智慧行业生态...[729]
- 工控机(IPC)和PLC相比较[3883]
- 工业网红兔哥的第一次课后答...[2479]
- 关于三相380V转220V的问题[7342]
- 工业自动化数据采集远程监控...[910]
- MES制造执行系统在工业4.0中...[756]
- 焊缝跟踪简述[842]
- 物联网普及后的商业特点[830]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
