矿用减速机轴承座孔的修补方法 点击:98 | 回复:0

发表于:2020-01-19 13:36:23
楼主
关键词:减速机轴承座修复、减速机轴承位磨损
减速机是机械传动中必不可少的重要构成环节,减速机轴承座孔磨损是该设备常见的一种失效形式,此失效往往导致减速器漏油、振动和噪音加大,最终引起齿轮或轴承等重要零部件的破坏,给企业生产带来重大的经济损失。
然而一般的减速机由于所处空间狭小,拆卸、装配及运输非常艰难,这给减速机整体的更换与大修带来很大的困难。
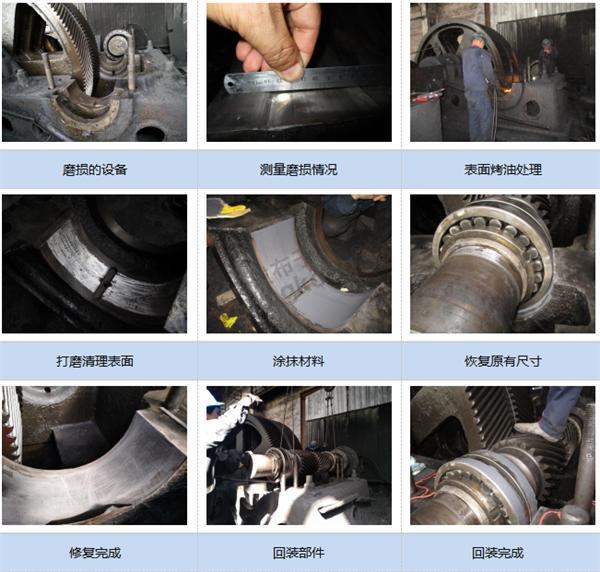
某企业减速机出现明显的漏油、噪音加大等事故征兆,现场拆检后我们发现该减速机一轴轴承座已严重磨损,在直径方向磨损偏差最大达1.5mm,磨损面轴向长度达140mm;轴承座磨损引起了齿轮啮合间隙变大,运行噪音加大的现象。考虑到进入现场检修的难度,企业决定现场修补检修,检修方案为采用索雷碳纳米聚合物材料进行现场快速修复。
1. 首先表面烤油直至油污碳化,然后用砂轮片对修复部位打磨处理,表面越粗糙也好,直至漏出金属原色,然后用无水乙醇清洁修复表面;
2. 根据轴承室磨损量计算并调和适量SD7101H材料,调和至颜色均匀一致且无色差;
3. 将材料均匀严密涂覆在修复部位,避免气孔。
4. 用直尺以未磨损面为基准,进行刮涂直至恢复原有尺寸;
5. 材料固化后,修磨尺寸,试装轴承,并研磨轴承室高点直至达到修复要求;
6. 轴承外圈刷涂SD7000脱模剂;装配轴承前,在轴承室内再次涂覆SD7101H材料,并迅速紧固上下轴承室。
7. 材料固化,固化完成后取下轴承,检验修复的轴孔尺寸以及表面质量。
8. 确认合格后,修复完成,开机试运行。





楼主最近还看过
热门招聘
相关主题
- 用组态王读数显表怎么读不出...
 [1252]
[1252] - 欧瑞E1000变频器开机出现Err...[3256]
- 电表报警灯亮了电表报警原因...[6427]
- 频谱分析仪的使用方法和技巧...[5253]
- 三相220V 对地和对零线电压求...[2452]
- 松下伺服位置控制不准[3611]
- 新人学plc,买工控板子好还是...[3401]
- 变频器的6个常见故障及解决方...[2174]
- 施耐德变频器维修中调整电机...[1246]
- 宇电AI708智能仪表如何设置控...[2900]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
