在线辊压机轴承位磨损,一种方法快速搞定 点击:53 | 回复:0

发表于:2020-01-15 16:59:18
楼主
辊压机在水泥行业的应用非常的广泛,极大地促进了水泥行业的发展,它具有产量大,功耗小,成本低等突出优点。但是在实际的生产过程中,辊压机轴承位磨损一直是限制辊压机寿命的一个重要瓶颈,频繁的更换辊子必然导致了生产成本的提高。当前,找出磨损的主要原因,对症下药,合理控制对磨损有增益的量,最大限度的降低磨损和提高生产效率是当前的重要任务。
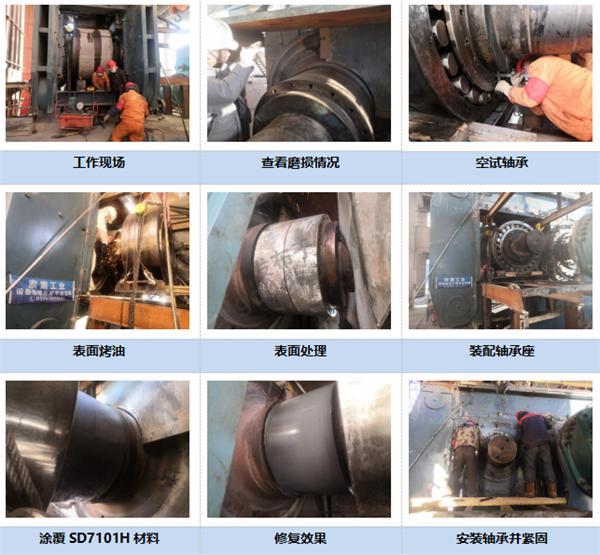
某企业的180-120辊压机轴轴承位磨损,磨损深度为0.6mm左右,锥度为1::30的锥度轴并且设备处于半露天环境当中,不具备拆卸加工的条件,企业思虑再三觉得使用索雷碳纳米聚合物材料配合索雷工艺在线修复。修复步骤如下:
(1)擦拭清理表面油污杂质,空试轴承,确认轴承位磨损深度、轴承是否能用、安装过程是否顺畅;
(2)空试完成后把轴承再拖出来,拖出轴承位留出可操作空间即可;由于环境温度低,需要给待修复位加热;
(3)砂轮机打磨辊压机轴承位,磨去高点、表皮,露出金属原色,表面打上定位支撑点,再次空试轴承,把轴承压倒预留量位置;
(4)在轴承内圈上涂一层脱模剂,严格按照比例调和索雷碳纳米聚合物材料SD7101H,;
(5)由于环境温度低,需要快速涂抹材料至待修复面。可快速涂抹材料打底,再把材料大部分都抹到待修复面上部,用刮板刮匀,材料在小径端可适当厚些;
(6)把轴承内圈拉进轴承位处;
(7)材料固化,拆卸轴承;观察有无漏点、打磨掉多余材料、割出油槽、用手钻打通油孔;
(8)组装轴承座;
(9)安装轴承座,再把轴承座吊到安装位置,把轴承座拉进去,紧固周边18个螺栓,把轴承座拉到装配位置,用塞尺测量轴承游隙,最后把轴承压盖安装到位。





楼主最近还看过
热门招聘
相关主题
- 西门子MM420正反转时的模拟量...
 [1820]
[1820] - 热过载继电器调节问题[1456]
- 通力电梯变频器V3F161故障维...[1709]
- 西门子300PLC在线运行中更换...[2925]
- 松下伺服驱动器报警18.0[1691]
- 皮带秤测速传感器故障解析[1344]
- 求威纶通分期付款程式[1330]
- 我使用单圈绝对值编码器如何...[1348]
- 欧瑞变频器显示HF[3726]
- 有关松下PLC指令上升沿微分(...[2159]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
