西门子PLC物流自动分拣控制系统 点击:2902 | 回复:12






楼主最近还看过






发表于:2020-03-17 09:02:40
12楼
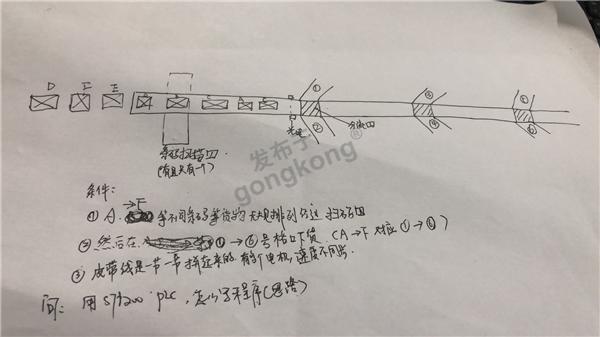
首先,从物理硬件方面,建议在每一个分转口增加检测到位仪表,例如光电检测开关,用来检测设备到位,如果不增加检测到位信号的话,就需要知道从这个分转口到下一个分转口的距离,皮带的速度等数据,按照时间来进行分转口的动作控制。但是这样的话就太麻烦了,需要各种计算,数据存储,太啰嗦。
其次,在PLC中预设或触摸屏可设条码数值区域段,当条码与分转口的数值比较,来记录第几个物品应该在哪一个分转口分转。建议用先进先出指令。当第一个物品条码在1#分转是,光电检测到物品到来,分转到1#口。当2#物品需要到4#分转口,就将数据提出储存到第二个列表,当4#处光电检测到后,分转到4#口。意思就是说建立多个存储列表,采用先进先出指令,物品不满足1#分转口,就把数据提出来存到2#分转口的列表。不满足2#分转口就提出来放到3#分转口列表,以此类推。
热门招聘
相关主题
- PLC是什么?什么是plc
 [13065]
[13065] - 电工实用手册谁要?[7334]
- SETP7 里面的 L DBD [AR1,P...[7262]
- plc接受接近开关信号,用二线...[14767]
- 一位老工程师收藏的3018套PL...[10713]
- 用STM32单片机实现PLC功能的...[8308]
- 两个时间继电器怎么让另一个...[9234]
- 松下PLC技术支持有问必答[13802]
- 从零开始学plc[7692]
- 一个简单的PLC小程序(小白求...[7492]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
