揭秘森源吊车大臂加工的11道工序 点击:354 | 回复:0

吊友们都知道吊车最重要的就是底盘+上装,吊臂是上装部分重要的工作部件,吊车大臂的质量直接影响到整车的起吊性能。下面小编就带大家揭秘森源吊车大臂加工的整个过程。

森源吊车大臂
一、钢材选取
森源起重机大臂钢材选用宝钢BS700mck2、宝钢960E,此种钢材比传统钢材大幅度提高屈服强度,同时具有良好的延展性,冷弯性、焊接性和抗冲击性。

钢材选取
二、钢材切割
吊臂钢材切割会影响后期焊接,森源重工采用先进的数控等离子火焰切割设备(火焰切割厚度25-60mm),切割更精准,保证了下料的精确度。

钢材切割
三、钢材矫平
采用十三辊矫平机,下料成型板材矫平,使板材更平整。

钢材矫平
四、坡口加工
焊接坡口能增加板材焊接面面积,坡口加工的好坏直接影响焊接的质量。

坡口加工
五、折弯
多棱臂、U型臂是通过折弯机折弯来增加大臂承力强度。森源重工采用1200吨-12米大型数控折弯机,在保证更好折弯效果的同时可以加工更长吊臂。

多棱臂、U型臂是通过折弯机折弯来增加大臂承力强度
六、整体焊接
森源重工采用门式纵梁焊割机,焊缝整齐平滑,保证焊接质量。
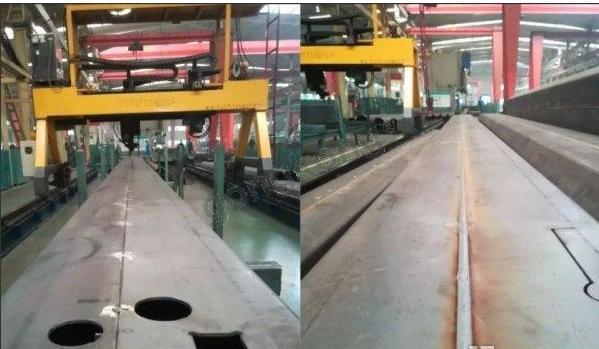
整体焊接
七、加强结构件焊接
各类结构结焊接,采用机器人焊接,确保焊接部件不开焊。

加强结构件焊接
八、加强件、结构件精细焊接

加强件、结构件精细焊接
九、镗洗钻孔
采用数控镗洗加工中心,增加加工精度,保障吊臂上装时能够和其他工件完美契合。

镗洗钻孔
十、打磨除渣
焊接加工以后,焊缝表面经过人工仔细打磨除渣确保后期涂装平整

打磨除渣
十一、涂装
森源重工投资亿元建立了数字化自动化专用汽车涂装生产线

涂装
涂装不只是给大臂穿层衣服那么简单,森源吊车单单是喷漆就得喷四层——电泳层、中途层、色漆层、清漆层。森源采用了“三涂一烘”的技术,即在电泳层的基础上,连续喷涂中涂漆、色漆和清漆,然后再进行一次烘干工艺。这样不仅可以使大臂颜色更加靓丽,持续时间更加长,而且漆面也不易受飞沙走石刮伤。

细节决定品质,森源重工对每个加工工序有近乎苛刻的质量要求
细节决定品质,森源重工对每个加工工序有近乎苛刻的质量要求,从吊车大臂钢材的采购到涂装下线11道工序,每个工序都会影响起重机整车性能。
目前起重机行业小厂林立,不规范的生产造成行业产品质量堪忧,未来小厂家也注定大浪淘沙逐渐被淘汰掉。森源重工致力于做“高性价比”起重机,让广大吊友花更少的钱买到有质量保证的吊车!





- NI OPC server 与 S7 200 PC...
 [685]
[685] - 变频器电路中光耦器件功能引...[792]
- 永宏PLC程序如何加密?[3299]
- 数控火焰切割机初始化复位法[425]
- 模电和数电的核心分别是什么...[3241]
- 数控切割机使用过程中的空气...[464]
- 细小丝杠多头丝杠往复丝杠的...[497]
- 三菱PLC程序---包装机[668]
- 西门子S7-200 PID控制程序[773]
- 台达plc EX200T通讯问题与三...[409]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
