fanuc系统第一参考的1240跟回零的关系 点击:4634 | 回复:10






这是个机械坐标系的问题。1240第一机械坐标原点,这个数据是可以设置的可以设置为机械终端到这个原点位置数据,把这个位置数据固定下来在机械坐标系就固定下来了(这个原点也可以设置为0),其他机械座标上所谓第二坐标第三第四绝对坐标等根据这个第一坐标加减位置尺寸,所以改变了第一原点坐标数据其他位置都会产生变化,所以这个机械位置数据作为设备原始原点设置后数据就不能再改变。其他的位置数据完全都是根据他来设置的。当手动回零或G28命令运行回零就到达回零位置就是到达1240所设置的位置(绝对零不需要栅格偏置就停止在了这个设置的位置机械位置显示就是1240参数设置值),增量型原点到达原点位置后再加上1850设置栅格偏移量显示1240设置参数数据位置。1241第二原点G30(一般作为换刀位,设置改变换刀位就改变第二原点1241的参数)就是根据第一原点加减的机械坐标位置。所以在调整Z轴的换刀位置绝对不可以调整第一坐标参数,改动后所有其他调整设置位都起了变化了也就是整个机械坐标系都发生了变化不就乱了套了吗?
回复内容:
对: 欣欣向荣-1 这是个机械坐标系的问题。1240第一机械坐标原点,这个... 内容的回复!
-------------------------
这个我可以理解的,(1240值)第一参考的作为零点,1241一般作为换刀点主轴的定位位置,在这个机床上1241设置的是0值。改变了1240值后,相当于零点变化看。主轴定位高低是会变化,1240=-46000时,换刀位置-71000;1240=-30000时,换刀位置=-71.000,但是实际位置明显比1240=-40000时下降了。同时为什么换刀位置显示的坐标一直都是同一个值呢。在这个机床上是-71.000。今天看了换刀宏程序,有一段是这样编程的,#7=-71.000 #750=#7
 你的意思就是说即使参数1240的值改变了,但是主轴回零后到达的实际位置不变,即就是从-46000改为-30000后他们在同一水平线?但是同一个位置为什么机床显示的机械坐标会不同,开始显示z=-46.00,修改1240后显示z=-30.0呢,是怎么得出这个呢?基准点是什么呢?
你的意思就是说即使参数1240的值改变了,但是主轴回零后到达的实际位置不变,即就是从-46000改为-30000后他们在同一水平线?但是同一个位置为什么机床显示的机械坐标会不同,开始显示z=-46.00,修改1240后显示z=-30.0呢,是怎么得出这个呢?基准点是什么呢?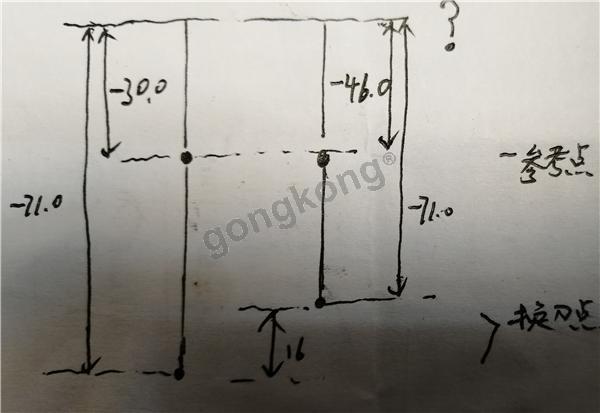
你我都理解错误了!我不知道你的机床换刀机构是怎样的是什么机床。以我的理解这个应该是Z轴离原点机械坐标位移的主轴刀具换刀位,换刀位移动到机械坐标-70000处,因为换刀G30的1241=0第二原点没使用,宏程序中也没有G30命令。因为第一原点数值从-46000变为了-30000,第一原点位置没变还是原来位置但数值变了,而实际的移动的换刀位移动增量位移是变化的,因为宏程序中功能位参数设置了这个机械坐标位置。所以换刀位的位移还是机械坐标位置移到设置的位置,位置变了但机械坐标显示位数值没变。所以第一原点数值变化会引起其他的所有的设置位置点的实际位置变化。
这是欧洲人喜欢使用C语言编制PMC换刀工作程序,他这个程序位置以第一原点(第一参考点)作为换刀位置原始位,C语言编制后操作人员就再无法变动,当刀架出现位移也就没法用其他方法进行调整只能用第一原点进行位置微调。几乎从欧洲进口发那科系统机床都有这种情况,换刀点不以第二原点G30作为换刀点。第一原点(第一参考点)实际是个机械坐标系的一个绝对值,虽然这个数值在1240随意进行赋值,但是实际上是有标准的,比方说X轴整个轨道的长度按照坐标规则,以立式铣床为例:将移动的台面右侧边向右移到顶端,这就是机械坐标0点,但是在设置机械第一原点时不可能将其设为机械原点设置位,很可能返回原点时而与轨道顶端撞击损坏机械。所以你要让移动的台面向左移动一定的位置作为回零停止位,而这个停止位是与轨道顶端是有一定距离的而这个位置你可以设置为0位也可以设置为右边顶端到回零停止位一个距离数值所以称为原点的第一参考位(它就是1240赋值数),台面向左移也就是+方向,向右移-方向。一般台面原点停止位设置于机床右侧(但也有设置于左侧的)。所以这个X轴第一参考点就确定下来了(习惯上这个停止位定点叫他X轴的原点)。它是机床机械尺寸位置X轴机械坐标的绝对位置。其他局部坐标随着他的赋值改变都会引起位置的改变。它是整个机床的最大的坐标系,其他局部坐标系都以他的绝对坐标为基础设置尺寸范围。改动他的赋值也就是改变了机床的机械绝对位置。
- ABPLC编程软件rslogix5000st...
 [357]
[357] - 自动化设备程序硬件设计承包[354]
- 请教plc控制步进电机问题[297]
- 求分析三菱电梯变频器这种温...[515]
- 三菱FB解密[4303]
- 做工控的建议用VMWARE虚拟机[2467]
- 工控机风扇散热性能差是怎么...[398]
- 库卡机器人安全运行停止[985]
- 发那科机器人系统备份到U盘异...[4175]
- 输送机螺旋叶片焊接、加工和维...[793]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
