(已结帖)PLC擂台第109期——PLC顺序控制系统 点击:4643 | 回复:36

如果一个控制系统可以分解成几个独立的控制动作,且这些动作必须严格按照一定的先后次序执行才能保证生产过程的正常运行,这样的控制系统称为顺序控制系统,也称为步进控制系统。其控制总是一步一步按顺序进行。
利用PLC顺序控制功能,编写程序控制一个工作流程,提供带顺序控制指令的梯形图,并配以文字说明。
如果PLC支持功能表图语言,则可直接使用该功能表图作为最终程序,并配以文字说明。
PLC的类型任意选择,回答的最好最完全的,原创最多,阐述最详细,程序越准确者获一等奖!
工控PLC擂台每期一题
奖项设置:
一等奖1名:20MP
二等奖3名:10MP
三等奖5名:5MP
MP介绍:gongkongMP即工控币,是中国工控网的用户积分与回馈系统的一个网络虚拟计价单位,类似于大家熟悉的QB,1个MP=1元人民币。
MP有什么用?兑换服务:以1个MP=1元来置换中国工控网的相关服务。 兑换现金:非积分获得的MP可兑换等值现金(满100MP后、用户可通过用户管理后台申请兑换)













我来一个典型的顺序控制,也是大学生学顺序控制中最常见的。全自动洗衣机。
需求分析:
一、双动力全自动洗衣机的控制要求分析
1、PLC投入运行,系统处于初始状态准备好启动;波轮电机和内桶电机都上电。
2、按下启动按钮,控制进入进水状态,进水指示灯亮。
3、水位达到高水位时,停止进水并开始洗涤正转;洗涤指示灯亮。
4、正转30s后暂停;洗涤指示灯亮。波轮正转,内筒反转。
5、暂停2s后开始洗涤反转;洗涤指示灯亮。波轮反转,内筒正转。
6、反转30s后暂停;洗涤指示灯亮。
7、暂停2s后,若正、反转未满5次时,返回从正洗开始的动作;洗涤指示灯亮。
8、暂停5s后,若正、反洗涤满5次时则开始排水;洗涤指示灯亮。
9、水位下降到低水位时,开始脱水,同时排水;脱水指示灯亮。脱水时只有内筒正转。
10、脱水30s即完成一次从进水到排水的大循环过程;
11、若完成2次大循环,洗完报警3s后自动停机;
12、可以按“停止”按钮实现手动停止进水、排水、脱水及报警;
这个算是简单,在此基础上增加了多量衣物检测盒少量衣物检测。
顺序控制流程图:

2、PLC IO信号及内部元件使用列表

3、元件选型(不是工程应用,是交作业用)

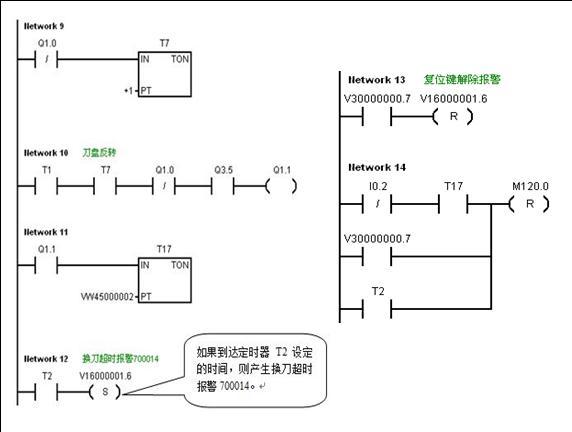
4、程序













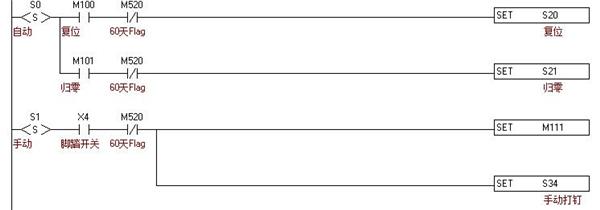
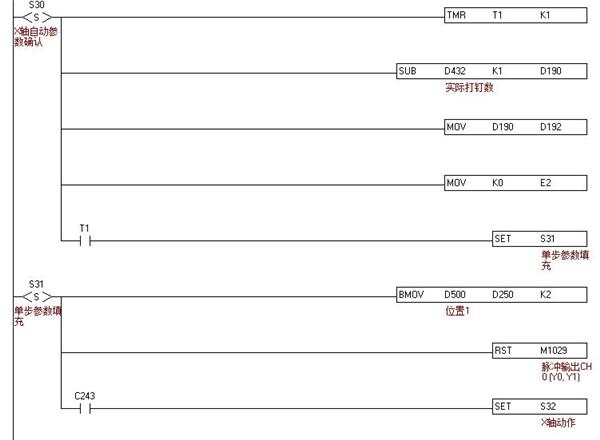


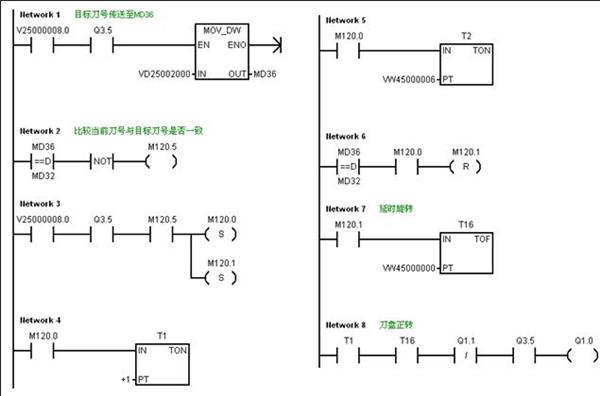


来个自己经常使用并认为非常不错的顺序控制的思路。
硬件配置:三菱FX3U PLC,伺服或步进电机,指示灯,按钮等其他配件
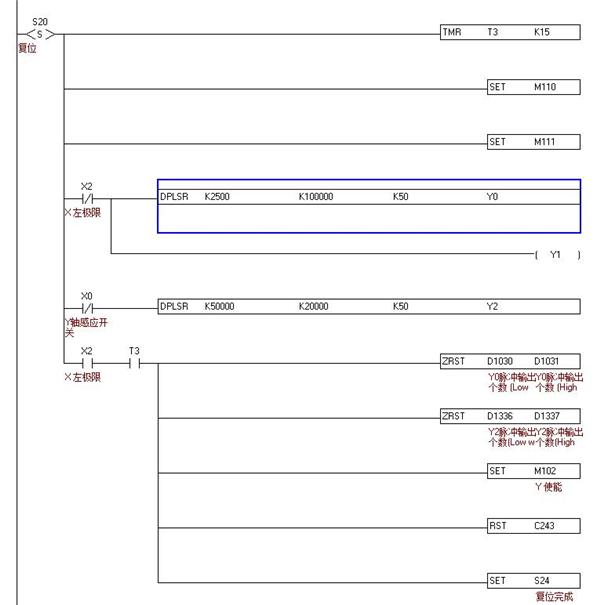
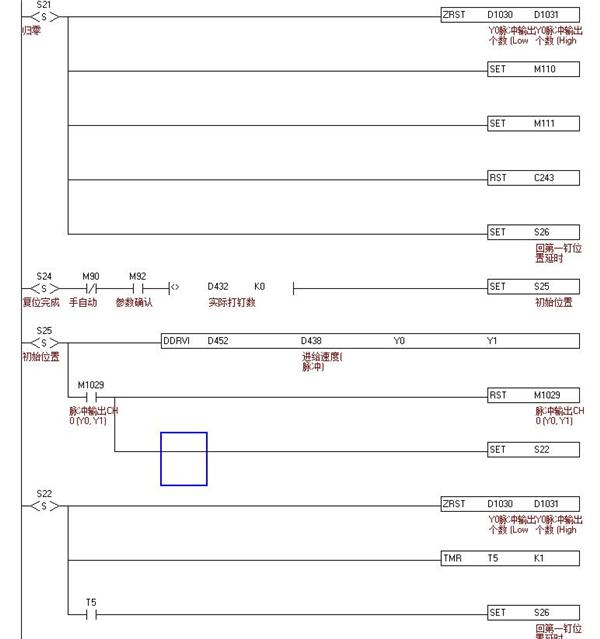
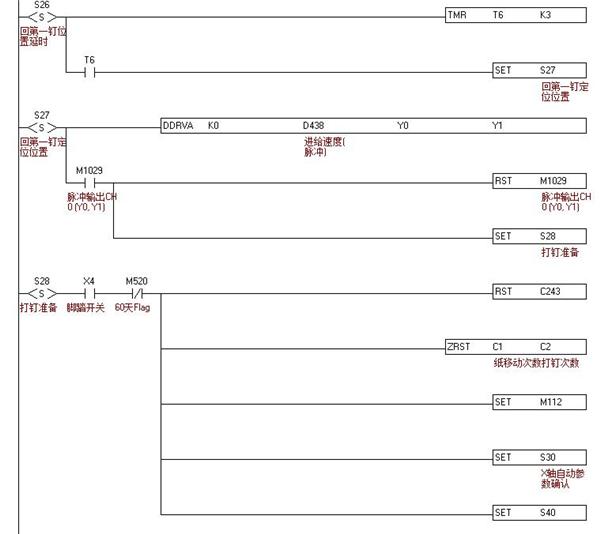
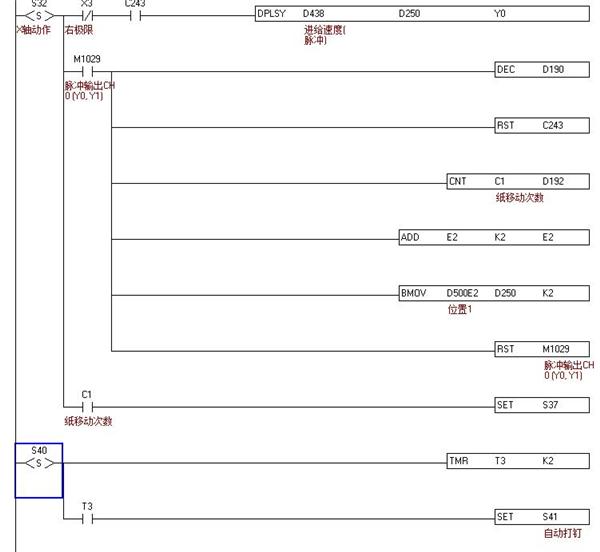
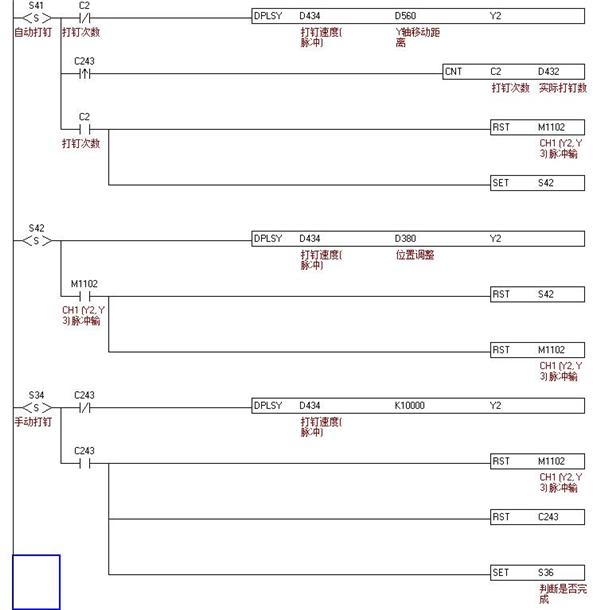
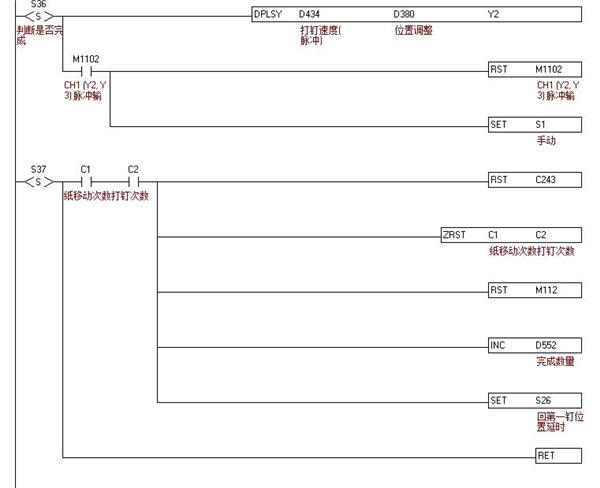
程序说明:D1000、D1001一组,D1002、D1003一组。。。。。。但不能超过D7999(案例为3组数据),因为D8000开始就是特殊存储器了,程序开始执行,先把第一组的数值传送给D100、D101,若D101为0则程序结束,不为零就执行下一步,此步为运动控制,伺服或步进电机运动到一定位置,转移到下一步,下一步为Y0闪烁,闪烁次数由D101的值确定,结束之后再返回到第一步。在运行过程中,若拍下急停,伺服或步进电机还有指示灯都将停止输出,急停解除后按启动按钮,继续运行。其他复位等功能程序略。
程序特点:
1、顺序控制指令结合变址寄存器、成批传送指令大量减少程序步序;
2、使用主控指令,实现伺服或步进电机的暂停功能;
IO表:
X0 启动按钮
X1 急停开关
Y0 脉冲信号
Y4 方向信号
Y10 指示灯
电路图略








另外灯的闪烁部分可以稍加变化,可以转换为多个气缸、马达等的动作,这样更加完美。
















PLC做步进指令还是非常牛逼的,
其实要是单一的机器的话,一步一步执行的情况,多半会夹杂很多选择流程,以切合各种生产工艺;
还有一种是生产流水线,一步一步执行,夹杂选择流程(很多工艺需要),还有就是多台设备配合同步运行(并行流程)。
第一种做过一个项目:管端成型机
http://yunpan.cn/cARH6XULX9VYn 提取码 02b6
自己下载看看吧,台达DVP-32ES,共八套工艺,一个大流程,八种选择走法,自动中嵌入手动(可以在自动流程中打断,进行手动操作,操作完成后,恢复原位置,继续未完成的流程);
工艺选择画面

第二种项目:组合弯管机,三台机器协作运行
具体项目下载贴:http://bbs.gongkong.com/d/201310/527728_1.shtml
台达DVP-64MT,威纶MT6100I
具体工艺不说了,自己摸索吧!


外送一个单头弯管机的流程控制帖子:http://bbs.gongkong.com/d/201310/529378_1.shtml
- 最新西门子step7 v5.4+ sp4 ...
 [12003]
[12003] - 休闲一下,请大家画个闪烁灯的...[9767]
- 请教:MODBUS‘06’单个寄存器写...[7108]
- 自控系统设计中PLC的正确选择...[12824]
- 谈谈PLC[7432]
- 最全三菱plc高清视频教程fx-...[9688]
- 基恩士PLC如何[7917]
- PLC解密的误区及看法[30285]
- 为什么一接地线,漏电保护器就...[11659]
- 什么是源极和漏极输入[11970]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
