自动改手动 点击:2063 | 回复:53

发表于:2008-06-02 20:42:09
楼主
在PLC控制系统中,某部件损坏可能导致机器不能运转。如是单机台的话可以停下来等部件换或维修,对于生产线来说,那就等不得。那怎样开车呢?我这里刚好碰到了这个问题。
特莒茨勒清钢联的主控系统配置用的是PLC+操作面板,机器的运行都是靠操作这个面板上的功能键来完成。而在这个系统中,带荧屏显示的操作面板是最不稳定的,最多只能使用七、八年,之后故障频出,它出问题的结果就是直接导致停产。
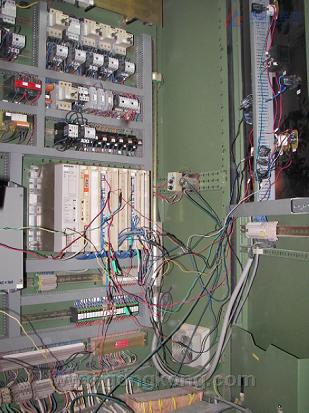
要维修或购买这个面板需要很长时间,在这段时间里用什么办法维持生产呢?我们的做法那就是“倒行逆施”了。将PLC控制改为简单手动控制,将自动棉量控制改为人工控制。 下面两个图就改变后的接线图和外观图。







发表于:2008-08-03 15:16:21
31楼
回复内容:
对:张智勇 关于
给棉管道压力控制不知道在PLC内部还是单独的PID控制器,郑纺机是2个SR82控制器, ;---------- ; 我想知道 SR82 在郑纺机清钢联上是如何应用的.麻烦你能不能给我介绍一下,在此先谢了.
对:张智勇 关于
其实总控柜的结构应该简单,郑纺机的总控柜PLC程序很简单.
如果没有机台之间的通讯,完全可以用普通继电器控制,不过机台之间的安全联锁不要错,同时因时间继电器等元件没有,安全操作要注意
给棉管道压力控制不知道在PLC内部还是单独的PID控制器,郑纺机是2个SR82控制器
;;;;
内容的回复:
给棉管道压力控制不知道在PLC内部还是单独的PID控制器,郑纺机是2个SR82控制器, ;---------- ; 我想知道 SR82 在郑纺机清钢联上是如何应用的.麻烦你能不能给我介绍一下,在此先谢了.




热门招聘
相关主题
- 施耐德ATS48软启动器的参数P...
 [640]
[640] - 昆仑通态(MCGS)的过来看看吧...[1513]
- 变频器控制端子通道坏了,该怎...[751]
- 各位懂气缸的朋友来帮看看这...[937]
- lg的PLC接通电源24Vpwr灯闪烁...[1086]
- 数控火焰切割机割嘴选择指南...[720]
- 关于吸真空和破真空的问题[2277]
- 麦格米特MC280运动型PLC[634]
- 用plc通过接触器对软启动器进...[579]
- 关于OC指令[2870]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
