【工控项目分享】+气批自动锁螺丝机 点击:2023 | 回复:15

发表于:2019-03-28 11:26:42
楼主
先来看看机器的图片


由于用到的是气批,锁螺丝到位的反馈无法及时准确的捕捉,就在每一把气批下面装了一个磁铁
每把气批磁铁旁边都有一个磁性开关,来获取气批的运行状况

这样来检测气批实际的运转情况,当锁螺丝到位时候,由于气批速度较快,故PLC读取用的是高速计数器
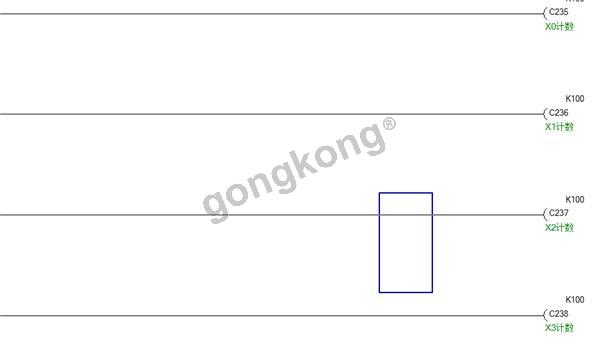
设定一个时间 假设气批锁好的时间,再用高速计数器读取每个的圈数,当读取到的圈数小于等于设定的数值的的时候,就默认螺丝已经锁好,由于气批受气压影响,还有气批锁附完成,气批不能自动停止运转,得有程序来完成,就会偶尔出现误报警的情况。
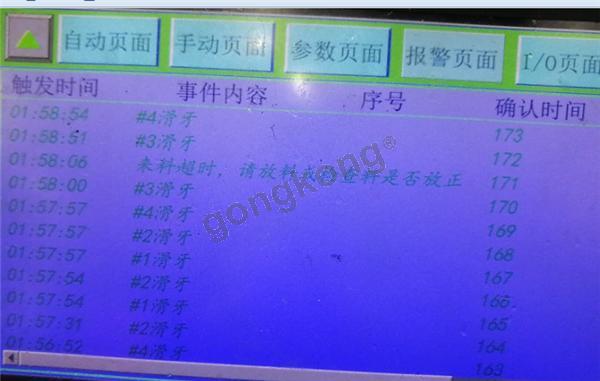
后面我把实际检测圈数放大,就不会出现,但是一加大螺丝滑牙等不良就检不出来,后来尝试着检测气批的速度,当速度小于某个设定的数值的时候就认为锁附OK,用的也是高速计数。
1分不嫌少!
赏





楼主最近还看过






热门招聘
相关主题
- 应用中的基恩士读码器
 [518]
[518] - 还在每天烦恼吗?现在就告诉你...[427]
- 相随身动,掌握视界——盛相科技...[1174]
- 永宏PLC与台达伺服电机的编程...[388]
- 谁准备明年考一建?[438]
- 西门子博途里面写程序,亮橙色...[2107]
- 第二次兑换现金[1262]
- 上海 | 深圳 | 广州 | 杭州,...[772]
- 中奖了???[365]
- 遊戲中的技術和工控的技術是...[360]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
