复合一体化方案,如何攻克14部件同机装配极限挑战? 点击:8 | 回复:0

发表于:2026-05-14 11:19:22
楼主
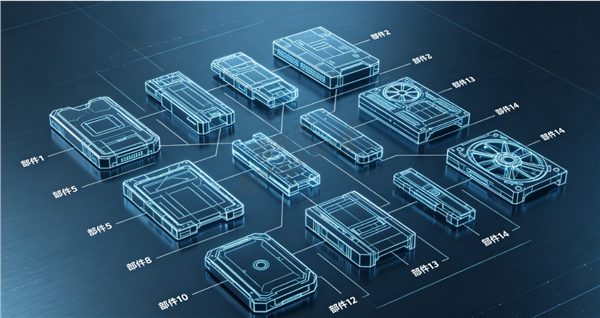
一、前言:14部件同机装配,行业公认装配难点
在精密智能装备、自动化运动平台、特种机载设备领域,一台设备集成14组功能部件同腔、同轴、同基准装配,属于高阶装配工况。多部件堆叠会出现公差叠加、应力干涉、同轴度偏移、热形变错位等典型问题。传统分步装配、单一工装定位模式,极易出现卡死、间隙超标、运行抖动、寿命衰减等故障。
本文从工艺逻辑、误差控制、结构优化、一体化调校维度,拆解复合一体化装配方案,通俗易懂,纯技术干货。

二、14部件同机装配的四大核心痛点
多密集部件集成,难点并不是零件数量,而是误差传递:
公差链累积:每一个零部件自带加工公差,顺序装配后误差逐级叠加,最终形位公差极易超标。
刚性干涉应力:金属件、密封件、传动件密集排布,锁紧后产生隐性挤压应力,长期运行造成形变偏移。
基准不统一:传统工装分步定位,各部件基准错位,同轴度、平行度难以同步达标。
温变一致性差:连续装配温升导致局部热变形,微小位移引发卡顿、异响、精度漂移。
总结:14部件装配最大难点不是“装上去”,而是控误差、控应力、控基准。
三、复合一体化装配方案:四大技术突破逻辑
1、一体式基准底座,消除基准偏移
摒弃传统分体工装,采用整块一体式加工基座,所有14组部件共用同一基准面。通过一次铣削成型保证平面度、定位孔位精度,从源头切断基准偏差。
定位方式采用定位销+阶梯限位槽双重约束,避免人工装配带来的偏位,实现多部件同向、同轴、同平面排布。
2、分级预装工艺,拆分公差链
将14个部件划分为动力组、传动组、传感组、密封组四大模块,先模块化预装、检测、校正,再整机合装。
模块预装阶段单独做同轴度校正、压装力检测、间隙标定,把误差控制在模块内部,避免全部堆叠后无法修正。该方式大幅降低多零件公差叠加风险。
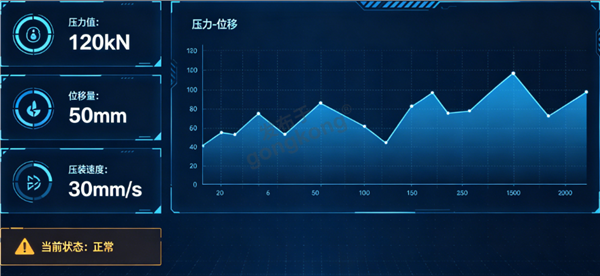
3、力控柔性装配+应力释放工艺
高密度装配最怕硬性压装造成内应力。方案引入微力控装配逻辑,结合六维力监测,压装过程实时反馈压力、扭矩,杜绝过压形变。
整机锁紧后增设恒温应力静置工序,让金属微观应力自然释放,防止后期运行蠕变、偏移。
4、数字孪生模拟预演+动态误差补偿
装配前建立整机数字模型,导入14个部件实测尺寸,模拟装配干涉点、应力集中区、偏差趋势。提前优化装配顺序、锁紧力矩、垫片补偿量。
装配完成后通过高精度传感采集振动、同轴度、温升数据,做微量动态补偿,让整机精度长期稳定。
四、落地效果:14部件同装指标提升
同轴度误差控制在±0.02mm以内
装配间隙均匀率提升至98%以上
整机空载抖动量下降63%
连续运行稳定性、部件使用寿命大幅优化

五、行业总结与技术思考
多部件密集装配的极限突破,不再依赖高精度单件加工,而是依靠一体化基准、模块化拆分、应力可控、数字预演四大复合逻辑。未来高端自动化设备、智能运动平台、机载精密结构,都会向多部件集成、紧凑型一体化装配方向迭代。
(技术交流:长期深耕精密运动控制与一体化装配工艺,持续分享工业硬核技术拆解——锐翼智航研发团队)





热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
