解决 Profinet 主站与 Profibus DP 从站兼容痛点 点击:3 | 回复:0

解决 Profinet 主站与 Profibus DP 从站兼容痛点 ——Profinet 转 DP 智能网关对接西门子 PLC+ET200M 实操(降本 80%)
在工业产线改造场景中,大量存量产线仍搭载西门子 ET200M 分布式 I/O 模块,该设备依托 PROFIBUS-DP 总线完成通信交互。而现阶段新增及替换的主流西门子 S7-1200、S7-1500 系列 PLC,统一采用 Profinet 以太网通讯,新旧协议不互通,成为产线升级、设备联动集成的核心痛点。

若全盘淘汰更换老旧 ET200M 模块,不仅硬件采购成本翻倍增加,还需长时间停机施工,严重影响产能运转。借助 Profinet 转 Profibus DP 智能网关,可完成两类工业协议无缝双向转换,完整复用原有 DP 总线 I/O 设备,无需大规模硬件改造,直接压缩 80% 系统升级成本,稳定实现新款 PN 协议 PLC 对 ET200M 模块的实时逻辑控制与高频数据采集。
硬件规范接线是通讯稳定运行的基础,全程严格遵循断电作业原则,做好线路屏蔽与抗干扰处理,详细实操接线流程如下:

采用标准工业以太网线,将西门子 PLC 的 Profinet 接口与智能网关的 PN 主端口对接,以 S7-1200 PLC X1 接口为常规对接点位;如需电脑本地调试网关参数,可将调试电脑接入网关备用 PN 端口,严格保证电脑、PLC、网关三者网段统一,规避 IP 冲突问题。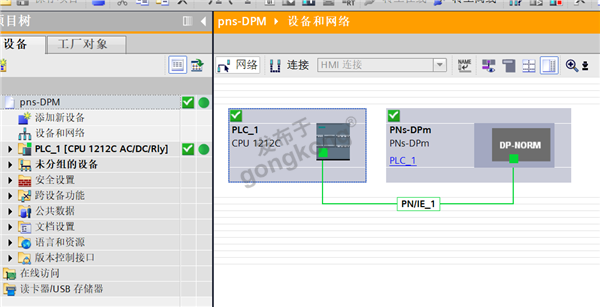
使用 DP 专用屏蔽双绞线连接网关 DP 接口与 ET200M 配套 IM153 接口模块,接线极性为关键控制点:网关 DP 接口 A 端对接 ET200M A 端、B 端对接 B 端,NC 空置不接线,极性接反会直接造成通讯中断。终端电阻配置为现场高频失误点,需按设备规格区分设置:网关自带内置 DP 终端电阻时,将网关布置在 DP 总线首尾一端,末端 ET200M DP 接头终端电阻拨码调至 ON;无内置电阻机型,需在网关 DP 端口加装 120Ω 外置终端电阻,总线中段所有 ET200M 设备终端电阻统一拨至 OFF。
多模块串联场景下,必须采用总线型拓扑架构,按照网关、ET200M 依次串联的方式布线,禁止星型杂乱接线。同时严格遵守 DP 总线传输距离规范:12Mbps 波特率下总线最长 100 米,1.5Mbps 常规工况最长 400 米,线路超距需加装信号中继器,避免长线传输导致信号衰减、数据丢包、通讯抖动等问题。
完成线路布设后,统一为 PLC、协议转换网关、ET200M 模块接入 24V 直流电源。全场设备执行等电位统一接地标准,接地电阻控制在 1Ω 以内,依靠可靠接地削弱工业现场变频器、电机等设备带来的电磁干扰,筑牢通讯稳定基础。
网关端参数组态依托专属配套配置软件完成,聚焦 DP 主站参数设定与从站设备挂载:进入软件 DP Master 配置页面,匹配现场 ET200M 设备参数,统一设置 DP 总线波特率,推荐选用 1.5Mbps 常用参数,平衡传输速率与复杂工况稳定性,自定义设置 DP 主站设备地址,常规默认地址 1 即可。全部参数校验无误后,将组态文件下载至网关,重启设备使配置永久生效。

PLC 侧组态调试通过 TIA Portal 软件完成,建立 PLC 与 Profinet 网关的以太网通讯链路,合理规划 I/O 数据地址映射与点位分配,全程保持两端设备参数一致,防止组态错位引发通讯异常。

设备调试阶段优先进行硬件指示灯巡检:PLC RUN 运行灯常亮、网关 PN 链路指示灯常亮、DP 通讯指示灯正常闪烁、ET200M 电源 PWR 灯常亮,所有设备 ERROR 故障指示灯无报警提示。一旦出现故障灯报错,优先排查线路接线、终端电阻拨码、设备地址参数三大核心项。完成硬件巡检后,开启 TIA Portal 在线监控功能,实时读取 PLC 映射 I/O 点位数据,验证信号输入输出有效性。

针对存量 DP 设备改造、新旧 PLC 兼容升级的生产场景,Profinet 转 Profibus DP 网关是高性价比落地方案。依靠协议转换技术保留原有 ET200M 硬件资产,完美适配新一代 Profinet 总线 PLC,既能大幅压缩改造预算、缩短停机改造周期,又能保障整套控制系统的实时性与稳定性。
现场落地核心管控要点集中在标准化接线、终端电阻合理配置、GSD 文件导入、两端参数同步、数据地址精准映射五大环节,规范化操作即可快速打通 PN 与 DP 异构总线通讯。该方案通用性极强,广泛适配生产线智能化改造、老旧设备联动集成、跨协议系统组网等场景,有效提升工业控制系统拓展性,为企业产线迭代升级提供低成本、高可靠的技术支撑。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
