水泵叶轮腐蚀修了又坏?别换叶轮!看看这方法! 点击:64 | 回复:0

大家是否被水泵叶轮腐蚀问题反复折磨?新叶轮使用一两年就出现表面腐蚀、效率下降、能耗飙升等问题。传统补焊治标不治本,更换新叶轮成本高、周期长,严重影响生产。如今,索雷碳纳米聚合物材料提供了全新修复防腐思路,直击问题根源。

水泵作为工业生产里的通用设备,应用范围极广,但叶轮的腐蚀问题,一直是水泵防腐工作里最棘手的部分。叶轮长期在介质中高速运转,不仅要承受水流的冲刷磨损,还要面对气蚀的冲击,再加上介质里的酸碱、杂质带来的化学腐蚀,多重作用下,金属表面很快就会出现麻坑、缺损,不仅增大了水流阻力,让泵的无用功飙升,还会不断缩短叶轮的使用寿命。

传统的修复方式,其实都有绕不开的局限:补焊修复看似简单,但是高温焊接会给叶轮带来热应力,很容易导致部件变形,而且补焊的焊缝和母材的结合处,本身就是最薄弱的位置,用不了多久就会再次成为腐蚀的突破口,反复补焊反复坏,陷入恶性循环;而更换新叶轮,成本高、周期长,对于很多企业来说,停产一周甚至更久的损失,远比叶轮本身的价格要高,实在是得不偿失。

福州某企业就曾遇到过这样的困境,他们的循环水泵叶轮,在运行中出现了极为严重的腐蚀损伤:整个叶轮 3.8 平米的修复面上,布满了密密麻麻的不规则腐蚀坑洞,最深的位置达到了 5mm,甚至还有一处 10*15cm 的大面积缺损,之前企业尝试过补焊修复,但效果甚微,没过多久腐蚀就再次找上门,泵的效率下降了近 15%,电耗持续上涨,已经到了必须彻底解决的地步。

为了快速解决问题,同时控制成本,企业最终选择了索雷碳纳米聚合物材料的水泵叶轮防腐方案,整个修复过程仅用了1天就全部完成,远快于更换新叶轮的等待周期。

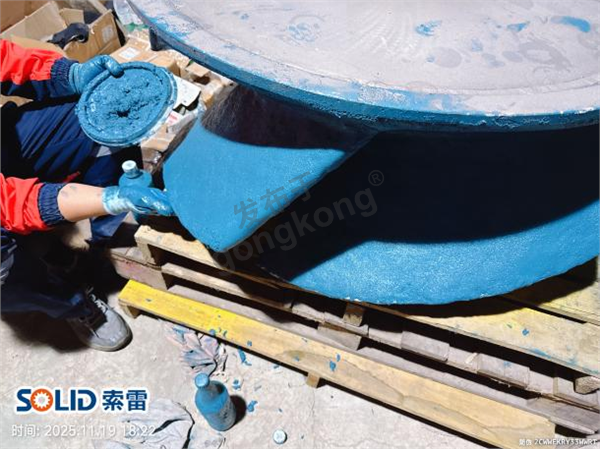
修复过程中,技术团队首先对叶轮进行了喷砂处理,彻底去除表面的氧化层和锈蚀,最大化提升修复材料和金属表面的粘结力;之后先刮涂 SD3000 底漆,保证材料和基体的结合强度,再用 SD7400 碳纳米聚合物修复材料,填补腐蚀坑洞、恢复叶轮的原有尺寸,为了保证叶轮的动平衡,技术团队还提前控制了每一片叶片的材料用量,从源头减少后续的平衡调整工作量;最后再刮涂 SL8003 抗冲刷面漆,给叶轮做好外层的防腐抗磨保护,整个过程采用冷工工艺,完全不会产生热应力,也就避免了叶轮变形的风险。

最终,整个修复工作顺利完成,修复后的叶轮顺利通过了动平衡检测,交付企业投入使用,整个修复的成本,仅为更换新叶轮的三分之一不到,而且根据同类项目的应用数据,修复后的叶轮,使用寿命可以达到甚至超过新叶轮的水平,完美解决了企业的难题。
其实在水泵防腐的工作中,很多企业都陷入了 “坏了修,修了坏” 的循环,尤其是水泵叶轮防腐,因为部件的特殊性,传统方法始终无法兼顾效率、成本和长效性。而索雷碳纳米聚合物材料的修复思路,恰恰打破了这个僵局:这种材料本身就具备优异的抗腐蚀、抗冲刷性能,和金属的粘结力极强,完全不用担心脱落的问题,而且冷施工的方式,不会对设备造成二次损伤,施工周期短,不管是现场修复还是外协处理,都能快速完成,最大程度减少停产带来的损失。

对于很多运维朋友来说,不用再为叶轮腐蚀的问题头疼,也不用再为高昂的维修成本发愁,这种成熟的修复防腐方案,已经在众多工业项目中得到了验证,如果你也在为水泵防腐、水泵叶轮防腐的问题困扰,不妨试试这种新的修复思路,用更低的成本,更快的速度,解决设备的老大难问题。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
