LabVIEW弧焊电参数检测分析 点击:170 | 回复:0

熔滴短路过渡 CO₂气体保护焊凭借高效节能、抗锈低氢、易自动化等优势,在工业焊接领域应用广泛,但该焊接方式存在飞溅大、焊缝成形差的行业痛点,核心原因是缺乏对焊接过程中电弧电流、电压等动态参数的实时检测与综合分析手段。传统焊接参数检测仪器存在功能固定、扩展性差、数据处理能力弱等问题,难以满足焊接质量在线诊断的需求。虚拟仪器技术以 “软件即是仪器” 为核心,突破了传统仪器的硬件限制,结合 LabVIEW 图形化编程的优势,可快速搭建灵活、高效的弧焊电参数检测分析系统,实现焊接信号的多维度采集与分析,为焊接质量评判和工艺优化提供数据支撑。
LabVIEW 选型优势
LabVIEW 作为图形化编程的虚拟仪器开发平台,适配工业检测的工程需求,其核心优势体现在四方面:一是图形化编程特性,以数据流为核心,通过图标和连线替代文本代码,工程师无需深厚的编程基础即可快速开发程序,大幅缩短系统开发周期,且程序调试支持断点、单步执行、数据探针等功能,便于工程化调试;二是丰富的功能库,内置数据采集、信号处理、波形显示、文件 I/O 等专用库函数,可直接调用实现电弧信号的时域、频域、小波分析等功能,无需重复开发基础算法;三是硬件兼容性强,支持主流的 PCI、USB 等总线数据采集卡,可灵活搭配霍尔传感器、信号调理电路等硬件,实现与不同焊接检测硬件的无缝对接;四是跨平台与可执行性,可生成独立的 32 位可执行文件,脱离开发环境在工业计算机上运行,同时支持多操作系统,适配工业现场的硬件环境,且程序具备模块化特点,便于后续功能扩展与系统升级。
系统整体架构
本系统以 LabVIEW 为软件开发核心,由硬件信号检测模块和软件分析模块组成,实现弧焊电参数从信号采集、实时显示到数据分析、结果输出的全流程功能,硬件与软件通过数据采集卡完成模拟信号与数字信号的转换,形成闭环检测分析体系。
硬件部分由霍尔电流 / 电压传感器、信号调理电路、PCI 数据采集卡和工业计算机组成,传感器实现焊接电弧电流、电压的非接触式采集,信号调理电路完成信号的放大、滤波、限幅处理,消除工业现场的电磁干扰,PCI 数据采集卡将调理后的模拟信号转换为数字信号,传输至计算机进行后续处理;软件部分基于 LabVIEW 开发,分为数据采集、波形显示、数据处理、结果输出四大模块,各模块以子 VI 形式封装,通过 LabVIEW 的模块化编程实现功能调用与数据交互,系统整体响应速度快,可满足焊接过程的实时检测需求。
核心功能实现
数据采集与显示
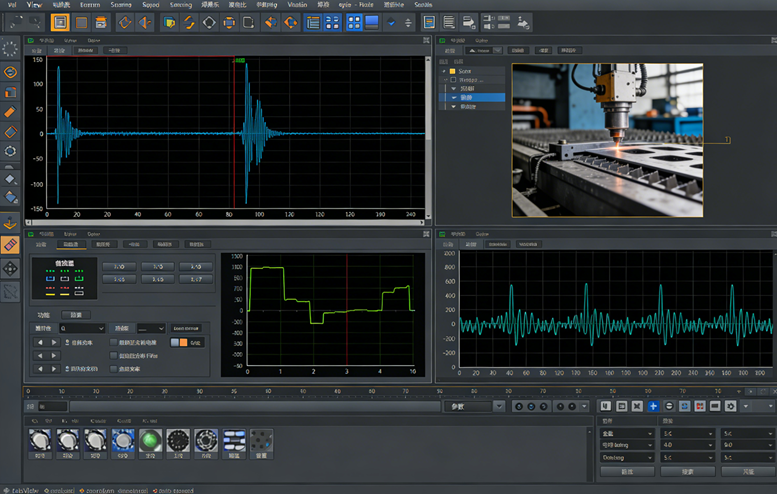
基于 LabVIEW 的 DAQ 数据采集库,开发多通道同步采集程序,支持对焊接电流、电压信号的高速连续采集,采集频率可根据焊接工艺需求灵活设置,最高适配 100KHz 采样率。利用 LabVIEW 的波形图表控件,实现电流、电压波形的实时动态显示,可在界面上同步展示双路信号,支持波形的缩放、光标定位、局部截取,便于工程师实时观察焊接过程的电参数变化。同时,程序内置数据缓冲队列技术,通过一级缓冲和二级缓冲的设计,解决 Windows 系统多任务调度导致的数据丢失问题,保证长时间不间断采集的稳定性,采集数据可按指定格式存储为文件,并实现实验参数与检测数据的动态链接,便于后续溯源分析。
多维度信号分析
依托 LabVIEW 的信号处理工具包,并结合 MATLAB 脚本节点实现算法互补,完成弧焊电参数的多维度分析,核心分析功能均通过 LabVIEW 可视化界面实现一键调用:
时域分析:实现焊接电流、电压的均值、峰值、短路时间、燃弧时间、过渡周期等特征参数的自动计算,绘制信号的概率密度分布图、频数分布图,直观反映焊接过程的稳定性;
频域分析:通过 FFT 变换实现信号的幅值谱、相位谱、能量谱分析,提取熔滴过渡的主频率特征,为焊接工艺参数优化提供依据;
小波分析:调用 LabVIEW 的小波分析库,实现焊接信号的消噪处理,有效滤除工业现场的噪声干扰,同时通过小波变换检测信号的局部奇异性,提取反映焊接飞溅、瞬时短路的特征参数;
相关性分析:完成电流、电压信号的自相关与互相关分析,绘制相关曲线,分析电参数之间的内在联系,判断熔滴短路过渡的规律性。
结果输出与交互
LabVIEW 开发的系统界面具备良好的工程交互性,支持检测数据的多形式输出:可将波形图、统计图表直接打印,满足现场检测记录需求;可将特征参数、分析结果以 Excel、TXT 格式导出,便于后续数据统计与工艺分析;同时,界面支持自定义设置,可根据工程师的操作习惯调整显示布局、颜色、光标数量,动态显示坐标值与特征参数,提升操作便捷性。系统还内置 U-I 图绘制功能,将电流、电压瞬时值按时间顺序映射至坐标平面,直观反映熔滴短路 - 燃弧的循环过程,通过 U-I 图的形态特征快速判断焊接过程中的异常现象,如瞬时短路、断弧、送丝受阻等。
系统可靠性验证
为验证系统的检测精度与稳定性,采用 CALTEK™ CA802 20MHz 示波器与本系统同步采集自制熔滴短路过渡 CO₂焊的模拟电流、电压波形,对比结果显示,LabVIEW 开发的检测系统采集的波形与示波器波形高度吻合,特征参数的测量误差控制在 0.1% 以内,满足工业检测的精度要求。同时,在实际焊接现场进行长时间连续采集测试,系统可稳定运行无数据丢失,对焊接过程中的电参数异常可实时捕捉,如短路峰值电流突变、瞬时短路等现象,均可通过波形与特征参数的变化准确反映,验证了系统在工业现场的抗干扰能力与可靠性。
工程应用与拓展
本系统已成功应用于熔滴短路过渡 CO₂焊的焊接质量检测与工艺优化,通过对焊接电参数的实时采集与多维度分析,可快速提取反映焊接质量的特征参数,如平均燃弧时间、短路峰值电流、熔滴过渡周期等,为焊接质量的在线评判提供直观、可靠的依据,同时可根据分析结果调整焊接电压、电流、送丝速度等工艺参数,有效降低焊接飞溅,改善焊缝成形质量。
基于 LabVIEW 的模块化编程特点,本系统具备良好的拓展性:可增加多通道采集模块,实现多焊枪同步检测;可集成机器视觉、电弧声波检测模块,融合多源信号实现焊接质量的综合评判;可通过 LabVIEW 的网络通信功能,实现检测数据的远程传输与监控,适配工业自动化生产线的需求;还可结合 LabVIEW 的控制模块,开发焊接质量闭环控制系统,根据检测到的电参数异常自动调整焊接工艺参数,实现焊接质量的智能化控制。
应用总结
基于 LabVIEW 开发的弧焊电参数检测分析系统,充分发挥了 LabVIEW 图形化编程、功能库丰富、硬件兼容性强的优势,突破了传统焊接检测仪器的局限性,实现了弧焊电参数的实时采集、多维度分析、结果可视化输出,系统操作简便、运行稳定、检测精度高,可有效解决熔滴短路过渡 CO₂焊过程中参数检测难、质量评判缺乏数据支撑的问题。该系统不仅为焊接质量的在线诊断与工艺优化提供了实用工具,也为虚拟仪器技术在焊接工程领域的应用提供了典型案例,依托 LabVIEW 的拓展性,可进一步融合多源检测信号与智能控制算法,推动焊接检测与质量控制向智能化、自动化方向发展,适配现代工业对焊接质量的高要求。






官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
