1500运动控制之测量输入功能(探针) 点击:1409 | 回复:1

本案例使用博能传动AX系列PROFINET伺服驱动器和西门子S7-1511型号PLC。
https://www.boneng.com/product_AX.htm

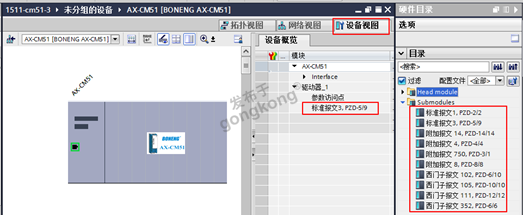
组态
组态标准报文3,西门子102报文,西门子105报文都是可以使用工艺对象中的测量输入功能的。
使用PROFIdrive报文进行测量(驱动器)
使用PROFIdrive报文进行测量时,测量输入将连接至驱动器的DI端子并在驱动器中直接进行测量。位置值取决于测量输入端的信号变化。通过PROFIdrive报文,驱动器将确定的位置值传递送给工艺对象。
使用PROFIdrive报文进行测量时,一次只能激活一个DI的测量输入。在PROFIdrive报文中,可以组态2个DI的测量输入功能。此功能尽在使能轴工艺对象时使用,仅支持在标准3号报文,102报文,105报文下使用。
【G03.45 探针控制字信号源】默认设为“2:PROFIdrive”
案例
使用丝杠滑台,滑台从-100mm开始运动至150mm位置,中途会经过光电接近开关,光电接近开关接至AX-CM51的DI0。需要测量滑台的长度,只需记录滑台刚触碰到光电接近开关的位置MeasuredValue1和离开接近开关的位置MeasuredValue2,滑台长度= MeasuredValue2- MeasuredValue1。
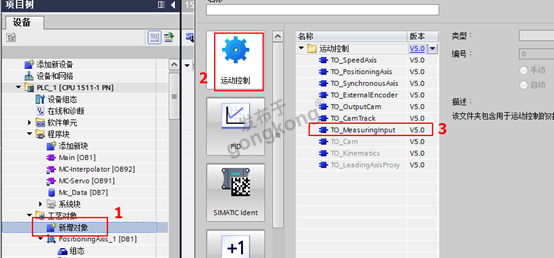
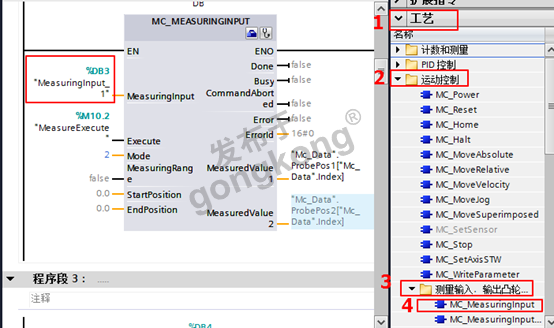
首先在工艺对象中添加测量输入。双击【新增对象】,在【运动控制】中选择【TO_MeasuringInput】。
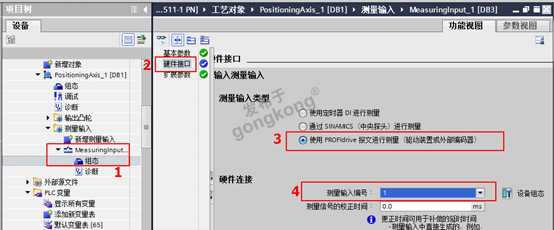
在新添加的测量输入工艺对象中,选择【组态】,然后选择【硬件接口】。勾选“使用PROFIdrive报文进行测量(驱动装置或外部编码器)”,选择DI对应的测量输入编号。在CM51上DI0对应编号1,DI1对应编号2。
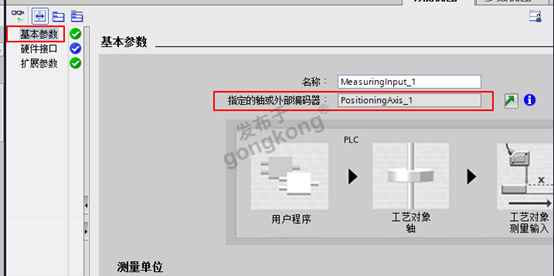
在【基本参数】中检查“指定的轴或外部编码器”是光电接近开关接入的那台驱动轴。
在程序中添加MC_MEASURINGINPUT,在MeasuringInput引脚选择对应的测量输入工艺对象。选择模式2,测量两个边沿。触发轴运动的MC块也需要添加。下载工程程序。
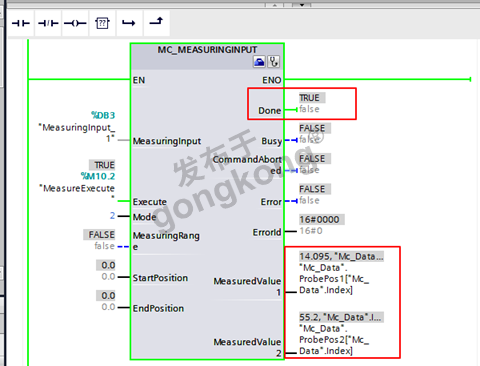
首先将MC_MeasuringInput的Execute由0置1,启动测量输入功能。然后触发滑台从-100mm运行至150mm位置,最后获取到光电接近开关上升沿的位置为14.095mm,光电开关下降沿的位置为55.2mm。
触发MC_MeasuringInput前,必须保证轴工艺对象和测量输入工艺对象无故障,且轴必须“已归位”。可以使用MC_AbortmeasuringInput中止测量过程,可以使用MC_Reset复位测量输入工艺对象的故障。





楼主最近还看过


官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
