是不是用这种方法更适合修复卷取机轴承室磨损呢! 点击:84 | 回复:0

发表于:2024-02-04 14:50:31
楼主
关键词:卷取机轴承室磨损、卷取机胀缩筒轴承室磨损、冷轧热轧减速机箱体维修
河北某钢铁厂来电索雷公司咨询减速机轴承室磨损问题,听到企业专业方案确定与其展开合作,立即派遣工程师前往修复,共计修复轴承室16个,后续使用情况良好,8月份其企业下属单位强源新材卷取机减速机箱体磨损,该减速机运转已有十年了,两台减速机共计十二个轴承室均有不同程度损伤,企业再次联系到索雷公司,希望前往进行修复,到达现场后单台减速机箱体仅用时8小时就完成了修复。
卷取机轴承室磨损数据如下:轴承室直径尺寸Φ540mm/φ290mm、磨损宽度160mm/90mm、磨损深度0.3-1mm、修复数量12个。
修复卷取机轴承室磨损工艺步骤:
(1)表面烤油处理:擦拭去除轴承孔磨损表面的污物和锈蚀点,用丙酮对磨损的轴承室进行清洗除油;
(2)表面处理:使用砂轮片打磨轴承室磨损的表面,确保表面干燥、干净、粗糙;
(3)表面清洗:用无水乙醇(99.7%)对表面处理完成的轴承室进行清洗;
(4)调和材料:严格按比例调和索雷碳纳米聚合物 SD7101H 材料修复材料;
(5)尺寸恢复:利用轴承室未磨损的部位作为基准面对轴承孔已磨损部位进行修复材料的刮涂;
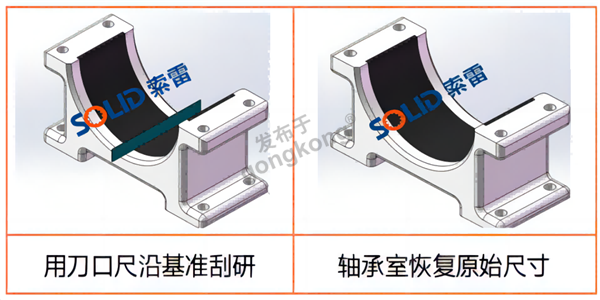
(6)修复配合尺寸:SD7101h材料固化后,用新的轴承外圈试装显点,用轴承外圈检测修复尺寸精度并检查压痕,修磨材料高点;
(7)安装轴承:整体修复完毕后,轴承外圈涂覆索雷脱模剂SD7000,在回装齿轮箱的过程中再次涂覆碳纳米聚合物材料SD7101H后进行轴承与齿轮轴的装配,确保轴承外圈与轴承室修复面填充密实。
(8)清理现场卫生。






楼主最近还看过
热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
