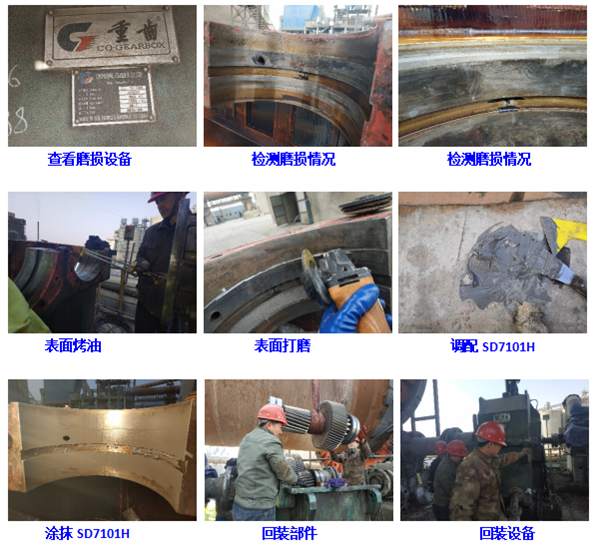
我们看看重齿减速机轴承室磨损怎么修复吧! 点击:36 | 回复:0






热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号



 客服
客服


 小程序
小程序


 公众号
公众号

 工控网智造工程师好文精选
工控网智造工程师好文精选
