修复风机轴承位磨损大家看懂了吗? 点击:34 | 回复:0

发表于:2024-02-01 14:18:32
楼主
关键词:风机轴承磨损、轴头维修、轴承快速维修、轴头在线维修、轴头现场快速维修技术
四川某水泥集团,企业一台循环风机在生产运行过程中出现振动异常现象,在2013年的时候该风机轴承曾发生过缺油烧损抱死的问题,当时轴承位已经出现损伤,企业更换新轴承后继续使用,2015年时企业曾经把转子轴拉到加工厂想进行离线修复,现场轴与叶轮分离不开无法修复,最终企业又运回后回装使用。
2018年11月份检测到该风机轴承位振动异常,振动值一度达到12mm/s,已经无法再坚持使用。11月份针对该问题,企业总经理通过网上了解到索雷工业在风机轴承位现场修复方面的成熟技术后与我们建立了联系。索雷工业技术工程师在了解到设备的相关运行参数及状态后,给企业整理了针对该问题的解决方案,企业设备管理者经商讨分析后非常认可我们的现场修复技术,确定采用索雷工业现场修复技术对循环风机轴承位磨损问题进行现场修复。11月下旬索雷工业现场技术工程师赶往现场第一时间配合企业对循环风机轴承位进行拆检并组织施工。
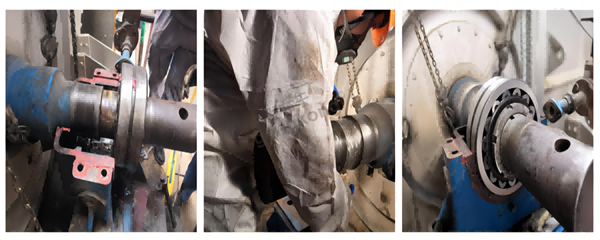
索雷工程师修复风机轴承磨损步骤:
(1)拆检风机轴承箱及轴承,确认轴承位磨损状态及磨损量;
(2)用氧气乙炔火焰对轴承位进行烤油处理;
(3)用磨光机将待修复的轴承位进行打磨处理;
(4)用无水乙醇对打磨的轴承位表面进行清洗;
(5)按比例调和碳纳米聚合物材料;
(6)在修复部位涂覆SD7101H;
(7)安装修复工装使碳纳米聚合物材料成型;
(8)在轴承位表面二次涂抹SD7101H;
(9)加热轴承并在轴承内圈涂抹碳纳米聚合物材料;
(10)回装轴颈零部件并热装轴承紧固;
(11)开机运行。





热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
