辊压机轴承位磨损了不妨看看用此技术修复 点击:22 | 回复:0

发表于:2024-01-22 14:00:47
楼主
关键词:辊压机轴磨损、G170-120型辊压机修复、辊压机轴磨损在线修复、轴磨损修复
为了避免辊压机轴磨损巡检和维修是非常重要的
设备的运行不仅需要定期的维修维护,而且更需要平时的巡查保养,发现问题及时处理,从而减少设备的维修率。辊压机由于工作环境恶劣,注油孔堵塞、密封件的磨损使粉尘或水进入轴承而导致轴承润滑不足过热烧毁等问题。轴承紧固螺栓预紧力的大小,及设备运行后螺栓的二次紧固都会影响轴承与轴承位的配合。
辊压机由于其低转速高负荷的工作环境,轴和轴承过盈配合实际是两零件粗糙表面的配合,在碾压物料的过程中,轴承的高硬度特点对轴承位的长期挤压作用下,使粗糙峰因材料的塑性变形而相互挤平,从而减少了实际过盈量,降低了紧固连接的强度。使过盈配合变成过渡配合、甚至间隙配合,从而造成轴与轴承内圈相对运动形成磨损。
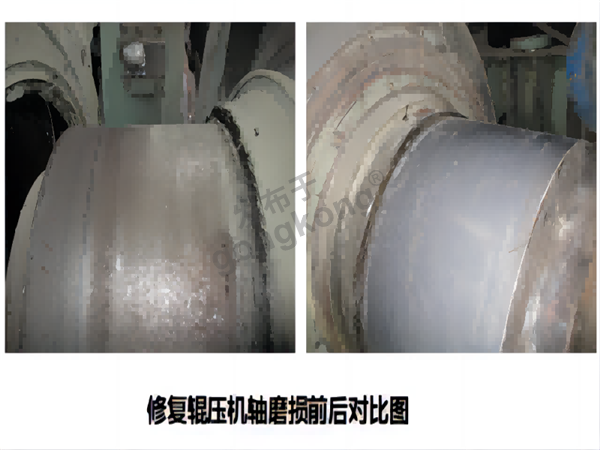
那当辊压机轴磨损了,大家会选择什么办法来进行修复,针对此问题我们通过安徽某水泥厂的案例看一下,使用索雷碳纳米聚合物材料技术是怎么修复的!
企业配备川崎装备G170-120辊压机:轴颈750mm、1:12锥、动辊支撑侧轴承位磨损、磨损深度1mm,轴承232/750CAKF1W33C3。
1.加热轴承位,后使用磨光机将轴承位磨损处进行打磨处理,显露出金属原色;
2.使用无水乙醇将轴承位打磨处擦拭干净,晾干;
3.按比例调和SD7101H,调和均匀无色差;
4.涂抹材料,涂敷于修复轴承位,利用索雷修复工艺恢复辊压机轴承位尺寸;加热轴承位,等待材料固化;
6.将轴承内圈涂覆SD7000脱模剂;
7.材料完全固化后,去除多余材料;
8.回装轴承,完成修复。





热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
