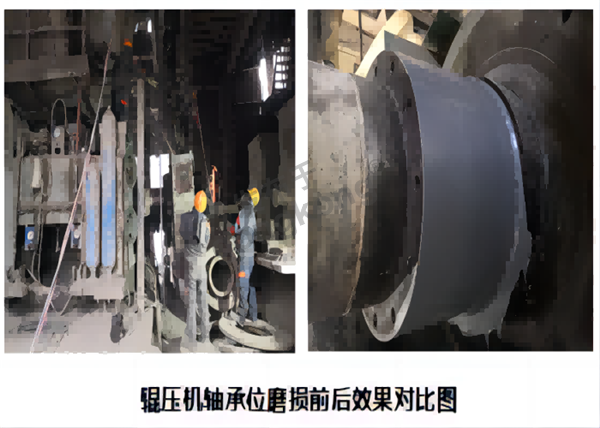
HFCG150-100辊压机轴承位磨损可以实现在线修复么 点击:10 | 回复:0

辊压机轴承位磨损主要原因:
(1)加工精度;锥轴颈的锥度公差、直径尺寸和表面粗糙度均有特别严格的要求,是影响其配合接触面的主要因素。在机加工工艺中,不管采用何种加工方法加工出的零件表面都不是绝对光滑的,所有的零件表面都有它各自的表面纹理。通常在机加工要求其配合面积不能小于75%,而表面纹理是与标准面的偏差,这种偏差来源于粗糙度、缺陷以及波纹度。在加工圆锥时会产生直径、圆锥角、形状等误差,这些因素在圆锥配合中,将造成基面距误差和配合表面接触不良。因此接触面积减少,传递扭矩较小连接不可靠,故易造成轴承位的磨损;
(2)轴承长期运行,不能及时更换:轴承长期使用,其运行游隙将不断增加,当游隙增大到一定程度时,设备的震动也会随之增大。设备震动增大对各个部位也将导致破坏性的影响,这样便进入一个恶性循环。因此周期性的检查轴承运行游隙非常关键,制定出合理的轴承更换周期;
(3)巡检和维修因素;其一、由于辊压机工作环境恶劣,周围粉尘浓度大,当注油孔堵塞或密封件磨损后粉尘或水进入轴承使承润滑不足过热损毁间接造成轴承位磨损。其二、轴承紧固螺栓预紧力大小以及设备运行后螺栓的二次紧固都会影响轴承与轴承位的配合。因此设备的运行不仅需要定期的维修维护,而且更需要平时的巡查保养,发现问题及时处理,从而减少设备的维修率;
使用索雷碳纳米聚合物材料技术如何修复辊压机轴承位磨损呢?
(1)根据设备图纸尺寸或实际测量前后轴肩部位的精确尺寸,制作“标准样板尺”;
(2)在轴承位部位通过标准样板尺定位点的高度;
(3)准备新轴承进行空试轴承,测量确定预紧量及同心度;
(4)表面处理:因冬天温度较低,所以需要提前用加热桶给轴承位加温,并保证轴承位始终有一定温度,然后使用氧气乙炔将表面油污烘烤干净,保持轴承位表面干燥;然后使用磨光机将表面氧化层去除干净,并使得表面粗糙;最后用99.7%无水乙醇清洗干净,晾干即可;轴承内圈使用无水乙醇清洗干净,晾干,然后薄薄擦拭一层SD7000脱模剂,晾干即可。
(5)根据磨损深度和轴颈尺寸计算碳纳米聚合物材料SD7101H用量,并严格按照体积比2:1调和,调和均匀无色差;
(6)将调和好的SD7101H均匀涂抹至轴承位的表面,涂抹厚度大于单边磨损量;
(7)将轴承安装到轴上,保持轴承内圈和支撑点自然接触,预紧量与空试轴承时预紧量一致即可,然后使用提前做好的压板,固定轴承轴向位置;
(8)材料固化:用加热桶烘烤轴头保证轴上始终在60°C左右,可以加快材料固化;
(9)材料固化后用100T薄型液压千斤顶,顶到棍体与轴承内圈上打压,通过千斤顶的压力将轴承顶出,整个轴承位完成修复,其轴颈表面与轴承内圈表面的锥度及表面粗糙度一致;
(10)去除挤出的多余材料,然后按照轴承游隙或者预紧量指标来安装紧固轴承即可。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
