FX5U使用CC-Link IEF Basic总线协议控制11台MR-JET-G的伺服 点击:29465 | 回复:99

最近做了个自动化生产线的项目,由于自己在项目中遇到各种问题,一步一个脚印(一步一个坑),最终到现在基本上问题都解决了,现在准备把这一段时间的艰辛历程记录下来,为了自己以后有个参考,也为了给广大工程师提供个借鉴。
PLC型号:FX5U-80MT/ES 数量:1台
伺服型号:MR_JET_200G+HG-SNS152BJ-S100(0.4KW-1.5KW) 数量:11台
触摸屏:GS2110-WTBD 数量:6台
手轮:24V集电极输出(其实就是个编码器) 数量:6台
配置的选择说明一下,我们在做方案阶段设计项目时13台伺服,6个触摸屏,数字输入输出点共计300左右。(无模拟量点)为了节省成本,我选择FX5U的PLC,是因为FX5U的PLC本体上网口可以使用CC-Link IEF Basic的总线协议,三菱的说明书上写本体上可以带16个轴,但是我们考虑到达到极限设计,怕三菱说明书不靠谱,到时候被坑了。就选择了11个伺服轴,2个步进电机,用PLC上自身的脉冲输出。触摸屏使用对象设备链接配置,FX5U最大支持8个,我使用了6个。6个手轮是接在PLC的高速输入点上,FX5U本身是不支持手轮的,我自己写了个算法,实现了手轮控制。我自认为这样的配置是最优的配置。
我准备用一个礼拜的时间,从设计最初到调试最终,把每一步都详细的记录下来。
设计之前的思考(动手干之前要先看看,想清楚)
想好了,就开始干吧!
1,PLC的参数设置
1.1,PLC的硬件配置
其实FX5U上的硬件配置很简单,都是自身扩展的模块,没有网络上的其他站,不像西门子的配置那么直观。
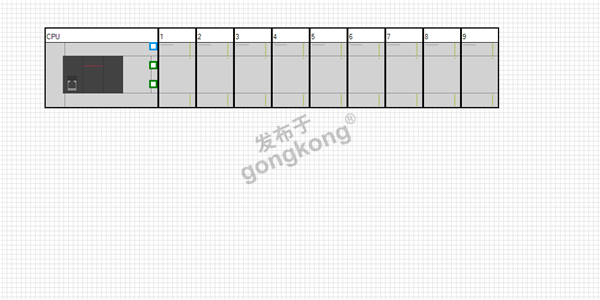
为了能看的更清楚,再来个IO配置表吧

1.2,PLC的伺服参数配置
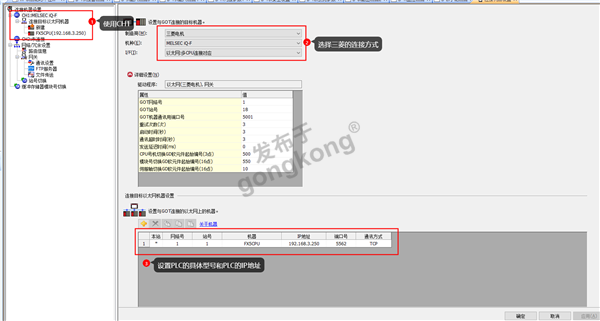
配置伺服参数,是在以太网端口配置里面,如下图,以太网端口位置以及打开后的配置内容
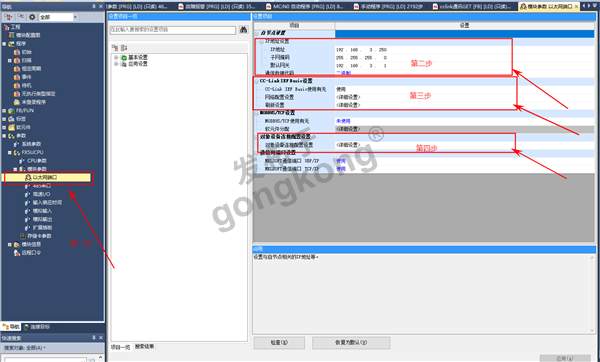
第一步先找到以太网端口位置,点击去详细设置
第二步可以更改PLC的IP地址,也可以不更改,使用默认的。
第三步是CC-Link IEF Basic的设置,选择使用,具体设置下面再说
第四步是对象设置链接配置,就是添加触摸屏的,具体设置下面再说
1.3,具体的配置设置
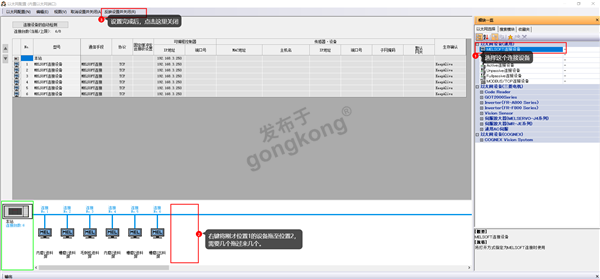
CC-Link IEF Basic的网络配置设置,点击上图中的第二步的网络配置的详细设置

第一步,在右侧找到你需要的驱动型型号,鼠标右键拖至位置2处即可。需要多少个就拖过来多少个。
第二步,设置每个的IP地址
第三步,反映设置并关闭,不要点错了。刷新数据不设置或者设置不对时,点击第三步时会提示错误,不用理会。
1.4,数据的刷新设置

刷新设置中的软元件一般都是B和W,最好不要改了。
至于起始和结束分别设多少,就可你前面的点数了,我这个点数是704个,第一个RX我用的是000-2BF的。而第三个RWr的点数是352个,我用的是000-15F。
1.5,对象设备链接配置的详细设置
第一步选择MELSOFT连接设备,如果不是三菱的触摸屏那就看协议吧
第二步将MELSOFT设备拖至位置2,需要几个拖几个。
第三步设置完成后点击关闭。
今天是2023年12月22日,继续整理PLC的设置吧。因为我有6个手轮和2个步进电机,所以还要设置一下高速IO和输入响应时间,这两项。这两项位置在以太网端口的下面的下面,找不到了,看看1.2的图片吧。
1.6,手轮控制使用的高速计数器功能

双击进入高速计数器设置
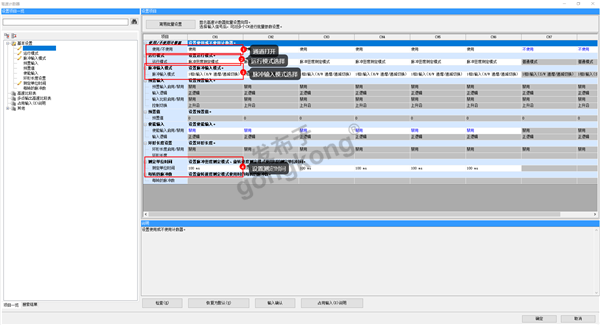
我是有6个手轮的,所以我打开6个通道。其实我的手轮就是一个AB相的编码器,如果使用编码器的也是这样设置的。
运行模式是脉冲密度测定模式,这是因为我是用手轮提供一个速度,所以需要测定手轮旋转的速度。
脉冲输入模式是1相1输入的,这是因为我要保证手轮正转数值是增加,反转数值是减少的,我程序内部有个小算法,用这种方法来判断我的方向,伺服该正向旋转或者负向旋转的。
1.7,输入点位占用
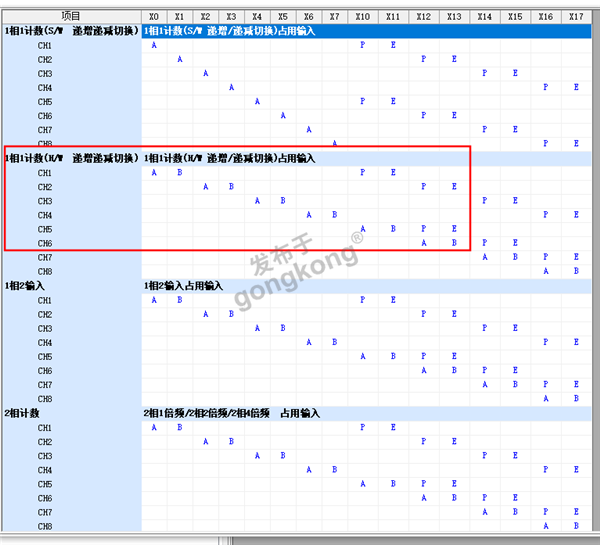
这个是手轮的接线地址,必须按照这个输入点位接线。
手轮功能的设置就这么多了,剩余的就是程序支持了。
1.8,高速输出的设置
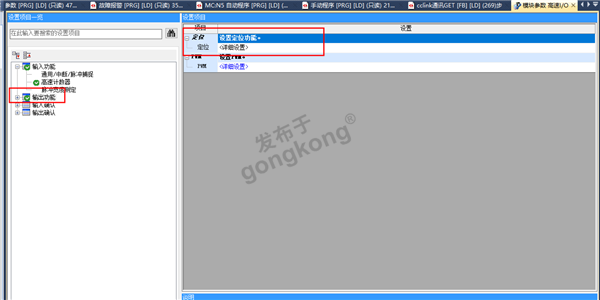
点开输出功能里,点击定位详细设置

我这里是用的2个步进电机,所以打开了2个轴,FX5U本体上最多可以使用4个轴
蓝色字体的都是默认参数,黑色字体是修改的参数。原点回归功能打开,因为我只设计了一个回原点,所以需要把近点狗和零点信号用成一个输入点。
到这里,PLC上的设置就完成了。明天把驱动器的设置大概记录一下。
今天是2023年12月23日,今天把驱动器的参数大概记录一下
2,驱动器参数设置
2.1,MR Configurator2三菱的伺服软件
三菱的这个软件在新建工程时,有个区分的,要区分单轴工程和多轴工程的。单轴工程一般是用miniUSB口来连接驱动器的,多轴工程一般是用网络通讯的。

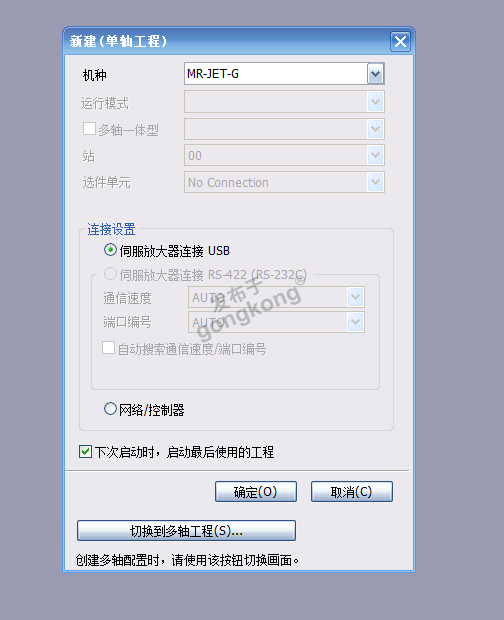
新建单轴工程可以选择对应的驱动器型号,而且已经提示是USB连接驱动器的。
在最下方有个切换到多轴工程的按钮,切换后如下图
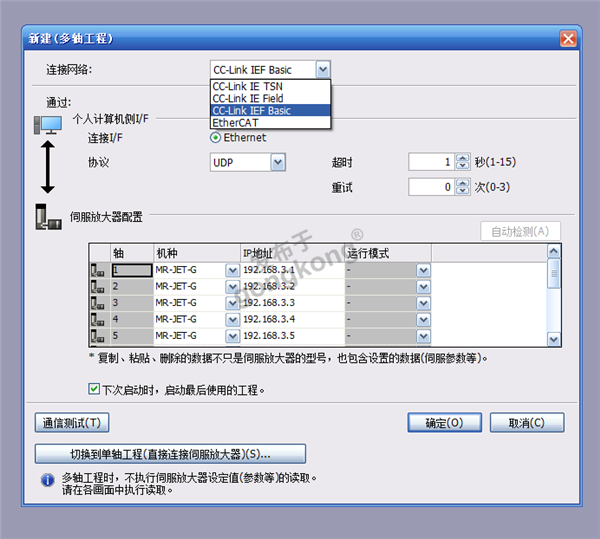
先选择通讯协议,下面选择驱动器的类型,好像是同一个通讯协议下可以添加不同型号的驱动器吧。
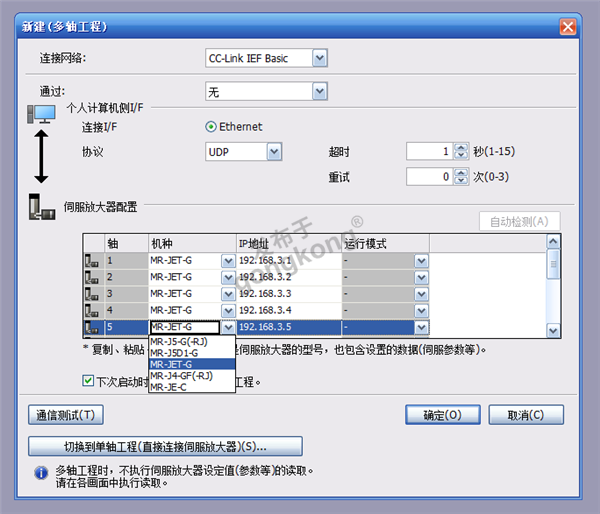
图上可以看出JET-G和JE-C的都可以添加,应该是可以添加不同型号的驱动器,不过我没有测试过。
对了,单轴工程和多轴工程的文件后缀是不一样的。
我这里用的是多轴工程。
2.2,通用参数的设置
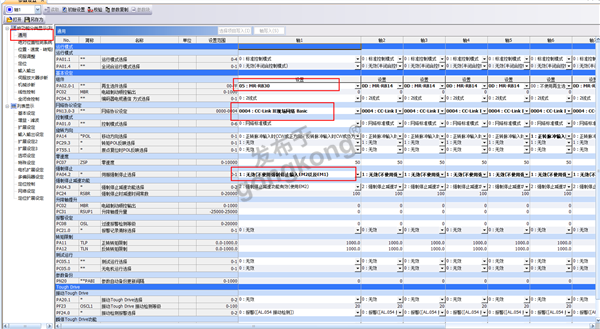
黑色加粗的是更改过的参数,黑色未加粗的是默认参数。这里我第一个轴是Z轴,带刹车的,所以我外接了个刹车电阻,而电阻的型号是RB30的,所以要选择一下。PA2.0-1设为5
PN13.0-3网络协议设定,因为我用的就是CC-Link IEF Basic总线协议,所以这个要选择一下。PN13.0-3设为4
PA04.2是无效CN2上的急停功能,因为我图纸上没有焊线,所以这个功能我没有使用。
2.3,电子齿轮设置
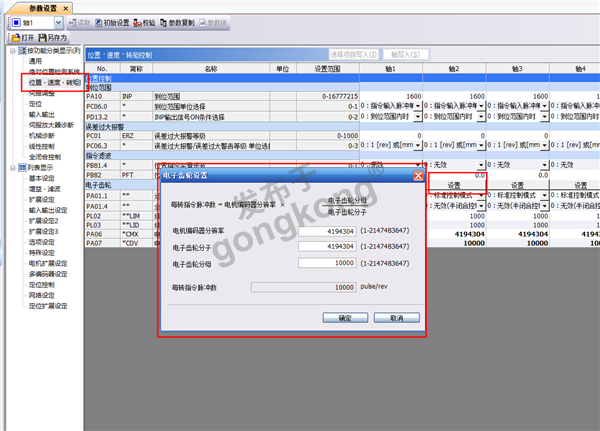
我这里设置的电子齿轮是为了实现我10000个脉冲,电机旋转一圈,至于1圈的移动量,是我程序的上设定的。
GET-G的电机的编码器是22线的,所以编码器的分辨率是2^22,就是4194304。把分子设为4194304,把分母设为10000,这样电机的每转脉冲数就是10000了。
2.4,原点回归参数设定
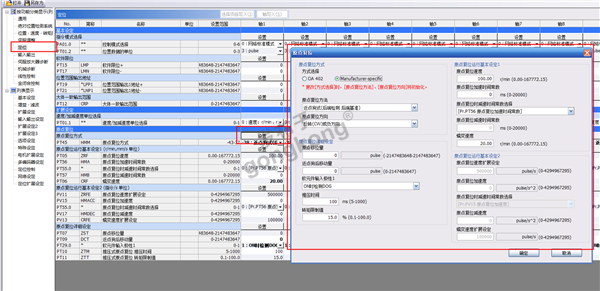
在定位中原点复位方式点击设置,会出现设置的弹窗。这里也就设置回原的速度,爬行的速度。以及回原的方向和近点狗后端检测的。
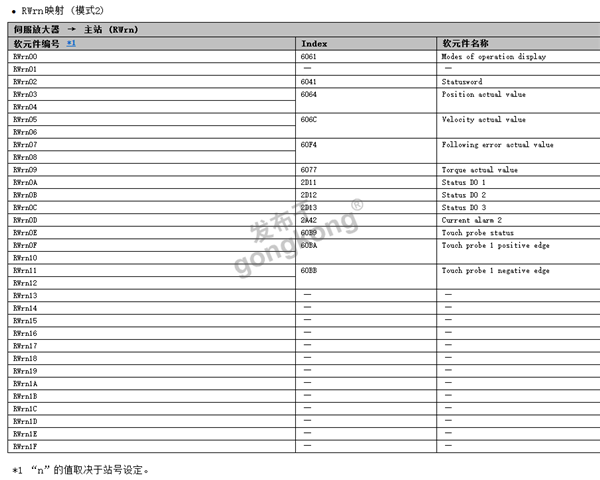
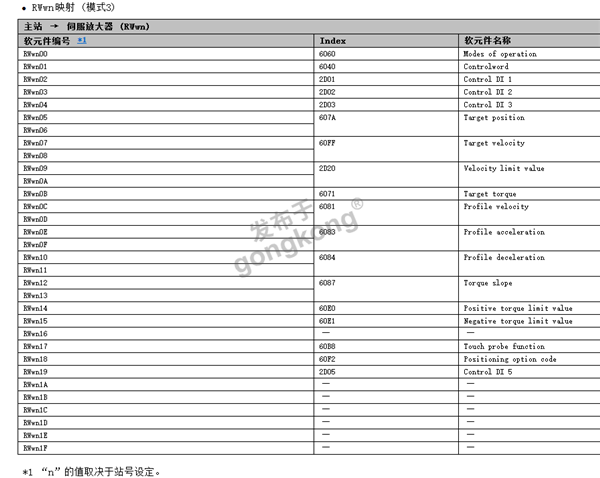
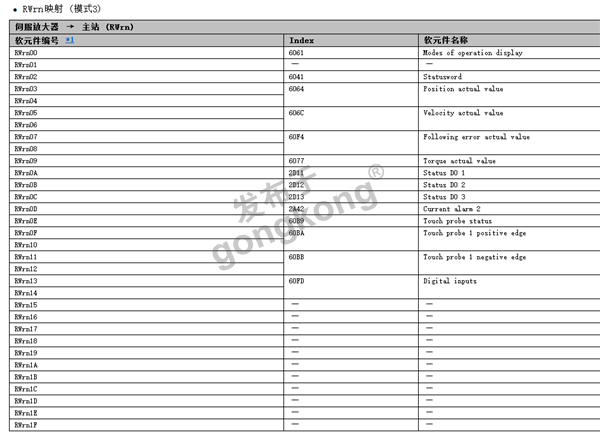
2.5,选择映射表的模式
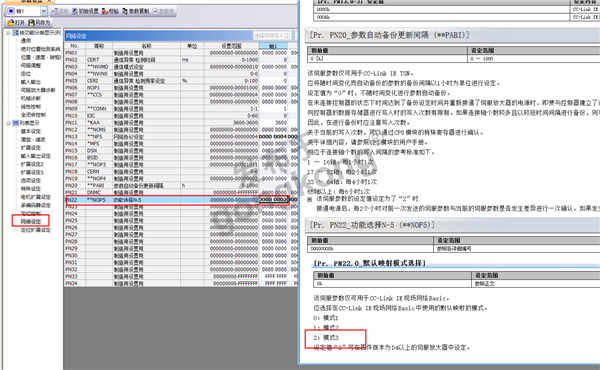
这个是选择映射表的,三菱的这个驱动器提供3个映射表,也就是说你如果想读写这三个映射表之外的内容,那不好意思,可以读写,但是很麻烦的。
我这里使用的是映射表模式3,所以PN22设为3。
特别提示:如果使用映射表模式3时,需要驱动器的固件版本为D4及其以上。
固件版本的查看方法:软件菜单栏中的诊断--系统配置显示中可以看到。
如果你的版本低于D4,而你又需要使用映射表3的话,那么恭喜你,有事可做了。联系代理商升级固件,我的这11台驱动器全部升级固件,那过程一个麻烦带坑呀!
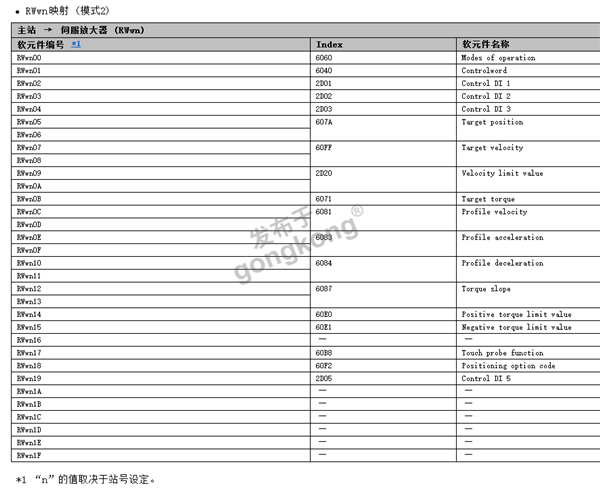
对了,其实映射表2和映射表3的差别就是驱动器到PLC的几个输入状态。因为当初设计时,为了省点,把每个轴的正负限位和原点信号都接在驱动器了,所以要映射到PLC中。为了省33个点,真是费大劲了!
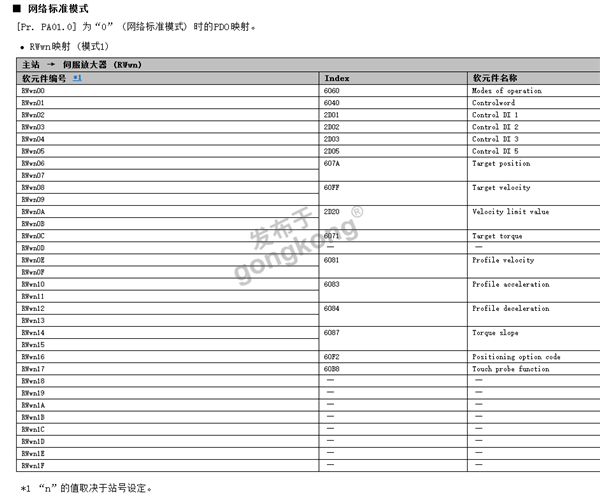
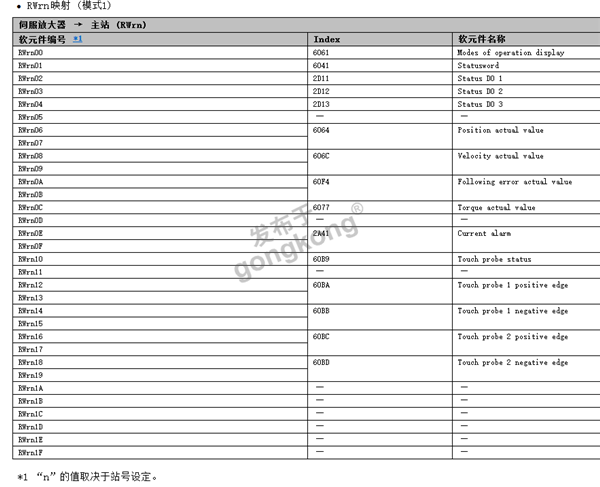
映射表如下
2.6,驱动器的IP地址设定
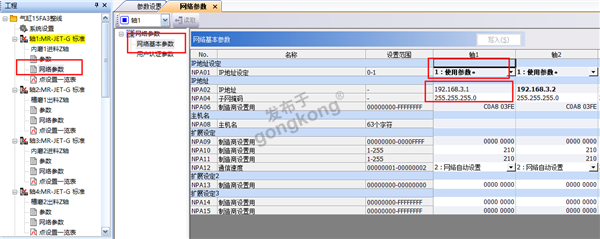
JET-G的驱动器设置IP地址有两种方法,一个是在驱动器上有旋钮开关,可以设定IP地址。另个方式是用软件设定,设定后第一次需要用USB下载
我是先新建个单轴工程,把IP地址改一下下载参数,再改一下IP地址下载另一台参数,就这样把11台全部下载好。
驱动器的基本设置就这些了,如果在使用需要伺服的增益调整的,那就在慢慢调整吧。明天把触摸屏的设置大概记录一下吧。
今天是2023年12月24日,今天把触摸屏的大概设置记录一下
3,触摸屏设置
3.1,连接机器设置
在公共设置--连接机器设置中
触摸屏和PLC的连接其实就这些
3.2,触摸屏的IP地址设置
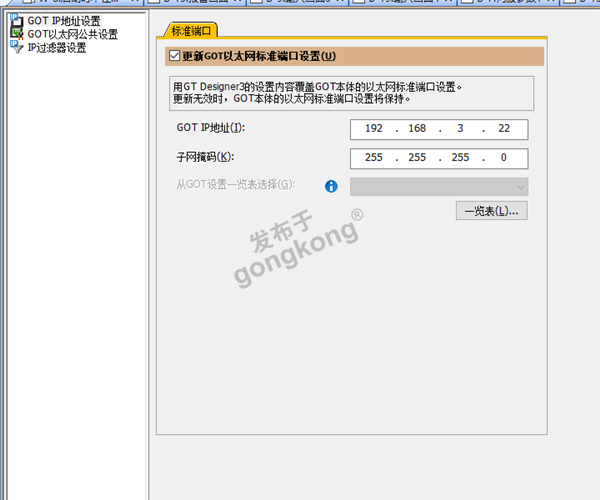
在公共设置--GOT以太网设置--GOT IP地址设置
设置IP地址时,网络段应该和PLC的网络段一致。
3.3,GOT的环境设置
三菱的触摸屏通过PLC切换画面或者弹窗时,通过这里设置的。
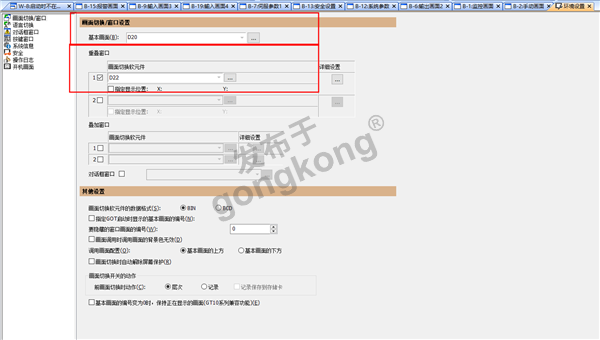
第一个地址是主画面的地址,第二个是弹窗画面的地址。
例如:D20里写入1就会自动切换到画面1,写入10就自动切换到画面10.
D22里写入1就是弹窗1画面弹出。
触摸屏的其他设置就没有什么了,触摸屏的使用都是基础的,就不说了。
明天大概吧PLC与驱动器的通讯程序记录一下吧
今天是2023年12月26日,今天把PLC程序的通讯部分和手轮部分大概记录一下
4,PLC程序
4.1,PLC和JET-G的通讯
![]7_E4)0UAF`7QX5O`UPT83C.png](http://upload.gongkong.com/Upload/gongkong/BBSImage/202312/26/910e955da453423da37c49ea9cf7f2c9_w_E4)0UAF`7QX5O`UPT83C.png)
这FB块在使用时,遇到最大的问题就是系统在轴绝对定位时,在定位过程中而没有结束时,按下停止时,H10F写入控制字中,伺服轴会停下了,但是会保持控制模式一直是K1,更改不了控制模式。表现现场就是无论回零还是手轮控制都会继续执行完刚才的绝对定位的程序。
我用的解决办法是:停止按下后,延时给控制字写H17F,给位置指令写入0,这样做是让伺服轴执行一个相对定位,位置是0.把控制模式的PP模式给结束了。
第一次这样更改后又出现一个新的问题,停止后如果不适用回零模式或者速度模式时 ,不能再次使用位置模式,使用位置时轴不会动。
第二个问题的解决办法是:在执行完相对定位后再延时,把K3写到控制模式中,把H800F写到控制字中。这样相当于自动执行一下速度模式,只是速度是0而已。
至此,这个FB块才能正常使用了。这两个坑让我花费了快2个礼拜才解决,而且三菱的400和我们的供应商技术都咨询了,他们给出的解决方案都不能使用,有可能我没理解到位吧。
4.2,手轮程序

手轮程序相对简单些,而且之前在FX3U用过了,这次只是完善了一些,使用中并没有出现问题。
这个手轮程序的关键是一个手轮速度和一个旋转方向。速度是PLC的密度测定和一个高速比较。
其余的程序都是常规的逻辑控制,没有什么难点,都是经验。
至此,这个项目的难点也就这些了,陆陆续续也写了5天了,着实不易呀!不过,相比从这个项目确定方案,开始设计,元件选型,图纸,程序,调试,写这些难点感觉也没有多么复杂了!
附一段视频吧,是设备的一个位置的运行视频!
 正在下载,请等待……
正在下载,请等待……














 在来个程序分享一下
在来个程序分享一下




官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
