200smart 控制精切机,控制误差消除 点击:2824 | 回复:24

发表于:2023-07-16 21:17:21
楼主
各位晚上好
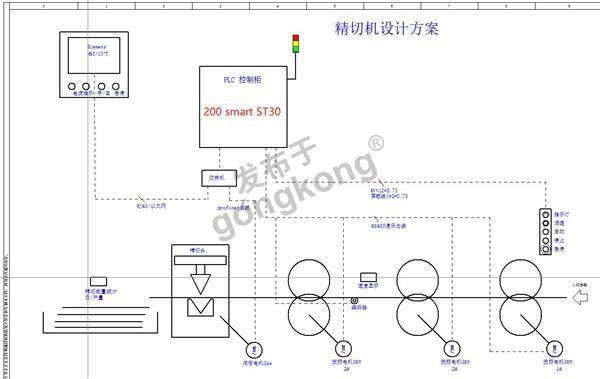
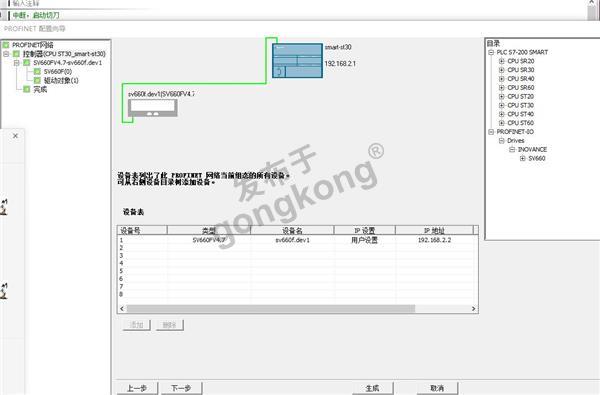
这边一台精切机配置如下:200smart st30 /伺服是汇川SV660F,Profinet与PLC通信/ 编码器是AB正交脉冲 / 三台传动变频器是台达的走485通信;
现在问题的工作起来,切出来的料长短不一致(没有规律有时长有时短,目测误差±1mm左右)
已处理动作:编码器更换/ 24v电源加滤波器/ 屏蔽接地/ 信号线加磁环 /程序优化 ,问题没有改善;
另外:
1.调整进料速度时,切出来的长短误差特别大;
2.编码器与切刀之间距离左右2米,有没有可能是编码器到达长度PLC给伺服的响应时间不稳定造成长度误差。
请大神帮忙分析一下问题所在,谢谢了




现场切出来的效果,长短不一致








发表于:2023-07-18 21:50:10
5楼
"冲出<此处内容被屏蔽>林弹雨" 的回复,发表在3楼
对内容: 【按照以往飞切经验,检查以下几项供参考:1、编码器当前码盘精度是否足够,建议至少1000线以上2、和物料板材接触的滚轮是否有做滚花处理以及是否压紧,排出加减速快导致的打滑问题3、变频器控制送料距离是否准...】进行回复:
-----------------------------------------------------------------
我这台精切机要连续喂料不停在,切刀是凸轮设计 刀向切的同时刀架向前移动,达到追剪效果;
变频器要连续运行在,今天搞了一台测速仪测了一下速度,看看速度还可以;
之前使用欧姆龙的2000线的是个假的,担心不稳定,现在使用BEL 的编码器 但是只有600线;









热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
