关于工业机器人机械手弧焊工作站方案 点击:399 | 回复:1

第一章 方案概述
项目条件和要求
焊接工件名称:箱体总成最大 1000mm*1000mm*1800mm(W*L*H)(长度、宽度和高度均有变化)。
材料:不锈钢;厚度:δ=3 mm;
焊接方法:机器人MAG焊接方式;
设备规划:
配置1套机器人及MAG焊接系统、1套机器人滑台、1台单轴变位机, 1套机器人焊接夹具,激光检测和跟踪系统等。具体见设备布局参考图。
第二章 焊接工艺分析
箱体工序划分:
工序1、人工点固工件(组焊夹具甲方设计制造,甲方自备焊接设备,箱体共4个部件);
示图:

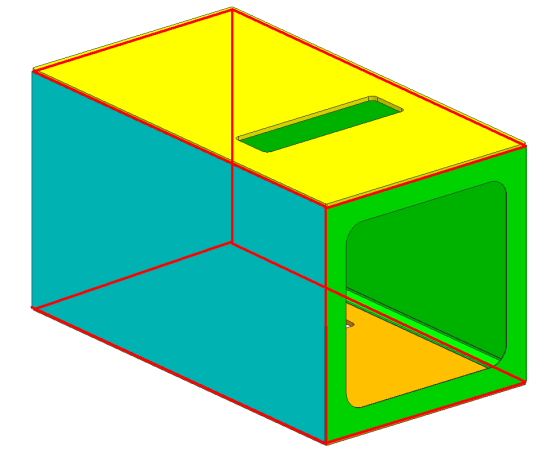
工序2、人工将工件装在变位机夹具上,机器人焊接。焊接完成后人工卸件。
示图:机器人焊接如图所示的焊缝
2.焊接工艺(MAG):
1)焊丝直径选用Φ0.8-Φ1.0mm;
2)机器人MIG焊接的平均焊接速度取:6-8 mm/秒;
3)每条焊缝的机器人焊接辅助时间,即机器人平均移动时间取:3秒(包括机器人变换姿态、加减速、空程运动时间,及焊接起弧、收弧时间);
第三章 系统总体方案
方案总体介绍
本方案采用KUKA KR16L/6机器人和弗尼斯的TPS4000焊接系统,通过sevorobot的DIGI-I激光传感器检测焊缝的位置进行焊接,并增加激光跟踪系统随时对焊接进行修正。
机器人夹具放在单轴变位机上,机器人安装在外部轴滑台上,保证焊接的姿态。
经过仿真:目前需用的机器人基本上可以满足最长1800的焊接。
关于夹具能适应多品种的问题:目前认为一套夹具可以通用,由于工件宽度及高度变动范围太大,为了适应有些型号的工件焊接,需要手工更换夹具上的部分底座。
2.设备布局参考图
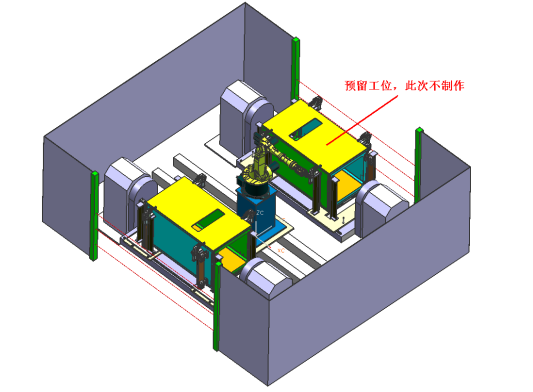

平面布局图
设备按1套机器人夹具制造,在电控系统上按照2套夹具的输入输出数量预留接口。
第四章 系统设备配置表

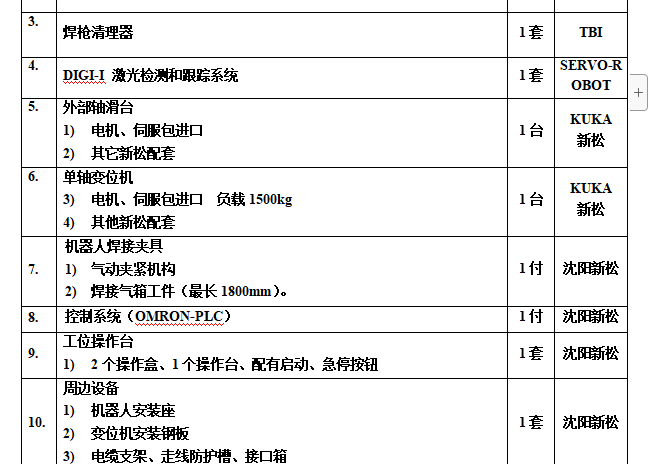

第五章 设备配置说明
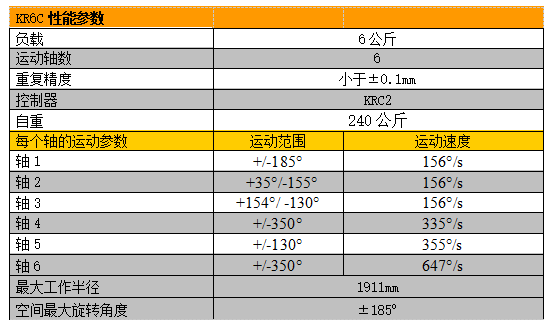
机器人系统 KR16L/6
本系统所选用的KR16L/6机器人是德国库卡的机器人,包括机器人本体,机器人控制柜(KRC2),示教盒(KCP)三部分及供电电缆。
1)机器人本体参数:

KR16L/L机器人本体照片

KR16L/6机器人本体外形尺寸及运动范围






- 惨惨惨!徒弟笔记本被一杯开水...
 [2632]
[2632] - 技术其实只是一层纱(小发一帖...[4176]
- 建议成立机器人机械手论坛[3364]
- ABBIRB14000YuMi机器人伺服手...[840]
- 爱普生机器人与三菱FX5U以太...[6384]
- 发一份日本OTC机械手的中文资...[5502]
- 安川机器人对比ABB工业机器人...[2961]
- 请教ABB机器人上面配套的伺服...[906]
- 这个编号代表的意思[2196]
- 上海傲卡自动化科技有限公司...[4760]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
