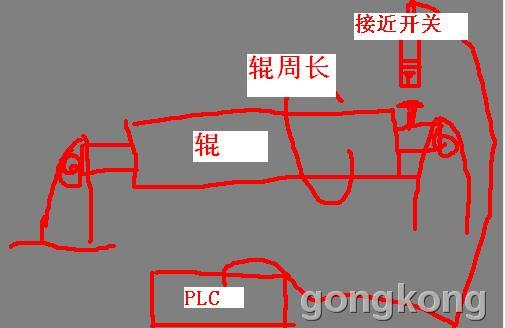
求助计米器的一个问题 点击:4296 | 回复:13



















热门招聘
相关主题
- 温度传感器和温度变送器的区...
 [903]
[903] - 工控仪表擂台第六十一期-有关...[1137]
- 工控仪表擂台第八十七期-过程...[2292]
- 超声波流量计流量检测数值波...[1215]
- 频谱泄露有什么样的处理方法...[998]
- 指针式直流电流表中励磁电流...[623]
- 不合常理的故障——不科学??...[6457]
- 动态车用液位计,动态船用液位...[897]
- 一张图理清自动化仪表系统的...[586]
- 锅炉房自动控制系统解决方案[619]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
